








2026-04-15
How to do aluminum foil bag testing? Scheme for identifying single bags and stacked bags using the 900E dual metal detector
summary:
For food packaging bags with aluminum foil layers, the real difficulty is not whether there are bags passing through, but whether the bags can be stably identified as one bag or two or even multiple bags stacked together when passing on the conveyor belt. By using the MDSC-900E through type metal double detector, the total amount of metal layer inside the packaging bag can be directly detected. During the transportation process, single bag/stack bag determination can be completed, and the signal can be linked to the rejection mechanism or alarm logic.

What should I do when stacking aluminum foil bags?
Answer: If there is a continuous aluminum foil layer inside the packaging bag, the detection point can be moved forward to the conveyor belt section using a pass through methodMetal double detectorIdentify single bags and stacked bags, and then link them for removal or alarm. First, conduct a bag sample test, then set the detection position and threshold, which is usually more stable than relying solely on manual monitoring.
How to determine if the packaging bag is one or two on the conveyor belt?
Answer: The key is not to look at the color or pattern of the bag surface, but to see if the total amount of metal layer inside the bag exceeds the single bag window. For packaging bags with aluminum foil layer, the bag can be passed through900EIn the detection area, a threshold is established using single bag and double bag samples, and then it is determined whether a single bag or a stacked bag is currently passing through.
1、 The most troublesome thing when transporting aluminum foil bags is not missed inspection, but the stacked bags being treated as passing through normally
People who do food packaging know that many problems are not caused by the sealing machine or weighing machine, but by the conveyor section at the front that has already brought abnormalities in. Especially for packaging bags with aluminum foil layers, during stacking, transportation, bagging, and conveying, it is easy to form double bag or triple bag stacking due to static electricity, compression, bag mouth friction, or local adhesion. On the surface, it looks like a package passed normally, but in the later stages, it began to make continuous errors.
In this scenario, there are usually several types of consequences encountered on site:
Single bag logic failure: Downstream processing defaults to one bag, and stacking bags will trigger beat misalignment.
Increased rejection: Stacking multiple bags affects the consistency of opening, filling, sealing, or boxing in the later stages.
The cost of manual re inspection is high: with a fast transmission speed, it is almost impossible to maintain stability by manually monitoring the bag surface.
Difficulty in locating anomalies: What was seen in the later section was a packaging malfunction, but the real root cause had already occurred during the earlier transportation.
Many production lines have misconceptions here:
On site, photoelectric inspection is often used to see if there are bags, but the ability of photoelectric inspection to determine if an object has passed does not mean that it can be determined whether it is one or two. For packaging bags with aluminum foil layers, the true distinguishing value lies in the total amount of metal layers inside the bag, rather than the color, reflection, or printed patterns on the surface of the bag.
2、 Why is this type of scenario more suitable for using a through equationMetal dual detector 900E
MDSC-900E belongs to the through type projection structure and is suitable for non-contact detection on conveyor lines. For flexible packaging such as aluminum foil bags, its core value lies in the fact that the bag does not need to be pressed down or guided by a contact probe. As long as the packaging bag passes through the detection area on the conveyor belt, the system can determine whether it is a single bag or a stacked bag based on changes in the internal metal layer.
| Detection method | Performance in the scene of aluminum foil bags | Applicability judgment |
| Ordinary photoelectric/reflective switch | Can determine whether it has passed or not, difficult to stably distinguish between single bags and stacked bags | Only suitable for detecting presence or absence, not suitable as the main signal for determining bag stacking |
| Visually observe the contour of the bag surface | Greatly affected by wrinkles, printing, specular reflection, and posture fluctuations | Can assist in re evaluation, but not suitable for standard lines with tight budget and pace |
| Vacuum or mechanical bag separation judgment | More inclined towards action improvement, unable to form a stable detection loop | Suitable as pre-processing, not suitable as final judgment |
| MDSC-900E through metal double sheet detection | Directly detect changes in the total amount of aluminum foil layer inside the bag, suitable for online judgment during transportation | Suitable as the main judgment scheme |

To put it more bluntly, 900E is not "guessing" the surface state of the bag, but "reading" the signal of the metal layer inside the bag. For food packaging bags with aluminum foil layers and relatively stable structures, this judgment logic is closer to the problem itself.
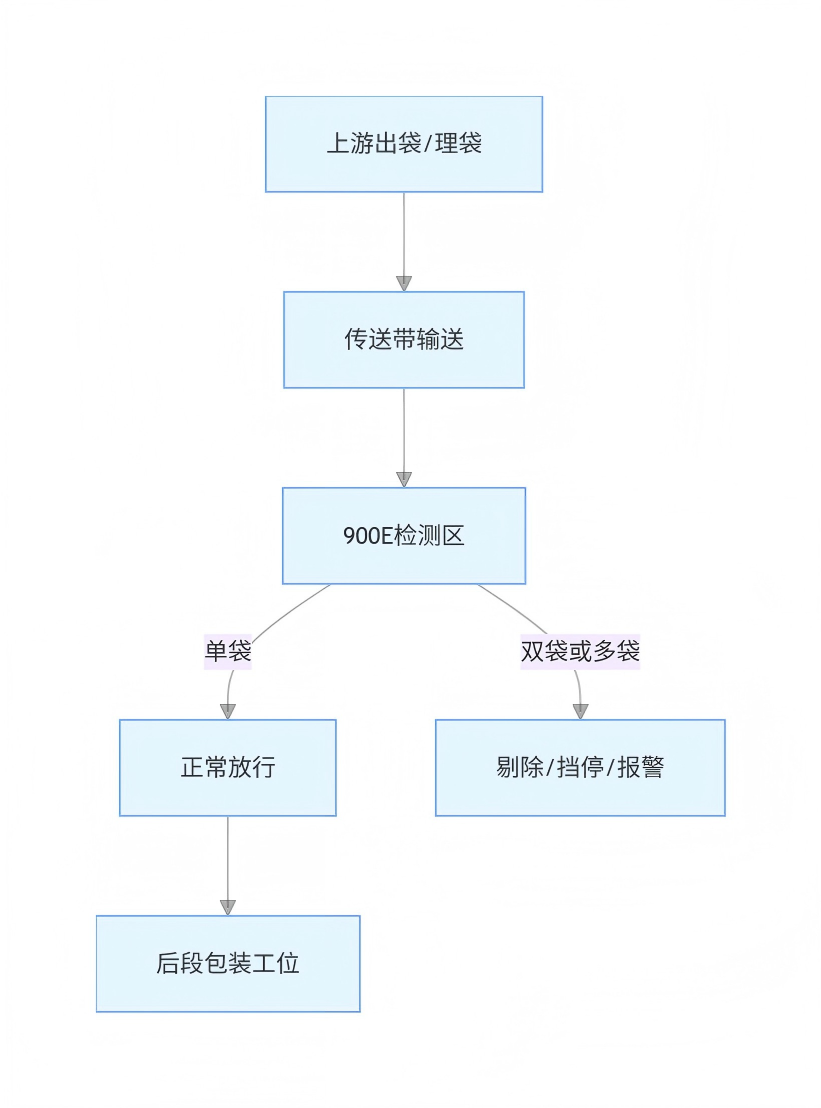
3、 What is the feasible solution: let the packaging bag pass through the inspection area on the conveyor belt
This type of application is not complicated. The typical approach is to set up a set of 900E opposing detection areas in the middle of the conveyor belt or before entering the rear workstation, allowing the bags to pass through the probe working surface in the normal conveying direction. The system first uses a single bag sample as a benchmark for learning, and then uses a double bag stacked sample for threshold confirmation. After going online, any signal exceeding the single bag window can be defined as double or multiple risk.
How to choose the installation location
There is only one priority principle: choose areas with stable bag posture, relatively few wrinkles, and continuous aluminum foil layer for testing. If the bag floats too much or folds severely in the detection area, the signal fluctuation will widen and the judgment window will narrow. In actual projects, the detection points are usually arranged on the straight conveyor section with good guidance, rather than being placed in the newly thrown bag position.
How to configure the 900E testing area
According to the existing knowledge base, probes such as 900E are suitable for general non-contact dual beam detection. It is usually recommended to control the working distance of the probe within a suitable range during installation, and ensure that the bag passes through the area and the working surface of the probe remains stable. For lightweight packaging such as aluminum foil bags, it is also advisable to avoid errors caused by conveyor belt shaking, metal bracket interference, and excessive bag body deviation as much as possible.
3. How to do signal linkage
Detected as a single bag, PLC released normally.
Detected as double or multiple bags, triggering sound and light alarm, cylinder removal or separate buffer.
If the number of consecutive anomalies exceeds the set limit, it will be upgraded to a stop line prompt to facilitate the team's handling of upstream bag handling or supply issues.
Establish different parameter formulas for different bag types, and call corresponding thresholds when changing specifications to reduce manual adjustments.
Project Experience:
The truly stable solution is not to 'immediately stop the entire line upon detecting an anomaly', but to first separate the anomaly from the normal flow. For continuous packaging lines, prioritizing elimination and stopping for safety is more practical than stopping the entire line immediately.
4、 Which aluminum foil bags are suitable for making and which situations must be tested first
We cannot be too absolute here. Not all aluminum foil bags can directly apply the same set of parameters, but most packaging bags with continuous aluminum foil layers, stable dimensions, and controllable conveying posture have the opportunity to make stable distinctions using 900E. What truly determines success or failure is the bag structure and on-site operation status, rather than 'as long as there is aluminum foil, it can definitely be tested'.
How to detect overlapping food packaging bags?
Answer: First, confirm whether there is a continuous aluminum foil layer inside the packaging bag, and then test the signal differences of single bag, double bag, folded bag, and offset bag with real bag samples. As long as the signal window can be stably opened, online bag stacking detection can be performed in the conveying section; If there is no continuous metal layer, it is usually not suitable to directly use this type of solution.
Explanation of reasons for bag type/working condition adaptation judgment
Standard food packaging bags with continuous aluminum foil layers are suitable for single bags and stacked bags with significant differences in the total amount of metal layers, making it easy to establish a detection window
The surface printing is complex, but the internal aluminum layer is continuous and suitable for detection. It depends on the metal layer and does not depend on the appearance color
Pure plastic bags with unstable aluminum plating or no continuous metal layer are not recommended to be directly used. Insufficient effective signal foundation can easily lead to unstable differentiation
The bag body is severely wrinkled, with large fluctuations and inconsistent posture after passing through the detection area. It is necessary to optimize the conveying first by solving the problems of guidance, tension, and bag management before conducting testing demonstrations
Multiple formulas should be established for mixed running of different bag types with significant size differences. It is recommended to teach separately according to bag types and not forcefully share a set of threshold values
Q: Can packaging bags with aluminum foil layers like snack foods be tested with 900E?
Answer: A more accurate statement is that most packaging bags with continuous aluminum foil layers and relatively stable conveying posture are feasible. But before the formal operation, it is still necessary to test the single bag, double bag, partially wrinkled bag, and edge seal positions separately with actual bag samples to confirm whether the detection window is stable enough.
5、 The three most important things to pay attention to on site when doing this type of aluminum foil double sheet testing
1. Do not place the detection points in the most chaotic position
Many on-site failures are not due to faulty sensors, but rather due to incorrect selection of detection points. The bag that has just landed on the conveyor belt has the most chaotic posture and the most scattered signal. Often, as long as you move back to a small straight area with more stable guidance, the distinction between single bag and double bag will be significantly better.
2. Don't just use a single bag for debugging
The true dual detection must be demonstrated using both single and double bags, preferably with offset bags, folded bags, and samples with edge seals facing forward. Because on-site anomalies are never the most standard two flat bags stacked together in the laboratory, but a mixture of various irregular states.
3. Don't treat it as a simple sensor procurement
This is essentially a small-scale technological transformation. In addition to the 900E body, it is also necessary to consider the stability of the conveying, guiding structure, support material, PLC judgment logic, and abnormal handling methods. If you take these apart, the project is prone to repetition; Treating it as a complete node is the key to a stable solution.
6、 Solution summary: Identify bag stacking issues in the conveying section
For food packaging bags with aluminum foil layers, aluminum foil bag testing and aluminum foil double sheet testing are not two separate things. Essentially, they both determine whether the total amount of metal layers exceeds the single bag window. pass-throughMetal dual detector MDSC-900EThe value lies in its ability to directly identify single bags and stacked bags when they pass through the conveyor belt normally, rather than waiting for abnormalities to be brought to the later stage for remediation.
If there are already problems with multiple bags stacked on site, disrupted rhythm in the later stages, and unstable manual monitoring effects, such solutions are worth prioritizing evaluation. The premise is also very clear: first take a real bag sample for testing, and then decide on the detection position, threshold, and linkage method. Only by solidly taking this step can we establish a foundation for stability in the future.
Aluminum foil bag sample testing and scheme evaluation
If your packaging bag contains a continuous aluminum foil layer inside and you wish to complete single bag/stack bag identification on the conveyor belt, you can provide actual bag samples, operating speed, and on-site photos.
The Atorm technical team can conduct a feasibility assessment based on the MDSC-900E through type solution, and then provide suggestions for detection positions, bracket layout, and PLC linkage.
Contact number: 133-4281-4291
You May Be Interested
-
Atonm MDSC-9000T Dual-Channel, Single-Sensor Metal Double-Sheet Detector
2025-12-05
-
Non-Contact “One-to-Four” Double-Sheet Detector 1600S: A New Cost-Reduction and Efficiency Solution for Stamping Lines
2025-11-20
-
Mold damage, production delays? Atonm MDSC-8200T metal double-sheet detector protects automotive stamping lines
2025-10-30
-
Provincial Auto Industry Research Tour | Atonm Engages with the Automotive Supply Chain, Empowering Smart Manufacturing through Sensors
2025-10-11
