








2026-04-13
Selection Guide for Double Sheet Inspection of Automotive Stamping Production Line: How to Match Double Sheet Inspection with Mold Protection?
01 Let's first explain the problem: Why is it necessary to do automotive stamping linesDual detection
The biggest difference between automotive stamping and ordinary hardware stamping is not just the larger tonnage, but also the faster overall production cycle, higher mold value, and heavier chain reaction of downtime. A double material is fed into the mold, which can result in the scrapping of several parts during the shift, or the direct damage of the drawing die and cutting die during the shift. A series of workstations behind it will also have to stop.
In practical applications, double tensioning is often not due to operator carelessness, but rather due to the presence of oil film on the surface of the sheet metal, burrs on the edges, the use of air knives and claws for aluminum plate tensioning, and magnetic devices for steel plate tensioning. These process conditions determine that it is difficult to completely eliminate adhesive phenomena through front-end tensioning actions. That is to say, dual detection is essentially the last line of defense for mold protection.
Q: Why does the stamping production line require dual sheet inspection?
Answer: Because front-end splitting can only reduce the probability of double splitting and cannot replace final confirmation. For automotive stamping,Dual detectorThe task is not to improve the "feeling of peace of mind", but to use stable physical quantities to determine whether the current sheet metal is single sheet, double sheet or abnormal thickness before entering the press, in order to prevent mold collision and batch defects.

Why are some dual detection schemes not working even after installation
Many problems encountered on site are not "no detectors", but "detectors are not suitable for the site". There are three typical manifestations: firstly, frequent false alarms under oil pollution conditions; Secondly, when changing thickness or material, many parameters need to be readjusted; Thirdly, although the device can sound an alarm, it cannot be linked with the PLC or robot formula switching logic, ultimately becoming an isolated device.
If we take these issues apart, the root cause is actually very clear. The traditional method of relying on optical judgment naturally limits stability when facing reflective metals, coated sheets, and high-speed shaking components. A solution that only outputs switch values and does not have the ability to learn or store formulas is also difficult to maintain consistency in the long run when encountering mixed line production. The automobile stamping line is not a laboratory environment, and the selection must take into account the fluctuation of working conditions.
The material of sheet metal varies greatly: carbon steel, galvanized steel, aluminum plate, stainless steel, with different requirements for testing methods.
High tempo: Some lines have more than 60 strokes per minute, and both response speed and judgment stability must be met simultaneously.
The installation space is complex: the positions of the robotic arm end, feeding front end, and injection bracket are different, which determines whether contact or through type can be used.
Frequent model changes: When multiple vehicle models are produced, the lack of formula management capabilities will shift the problem onto operators.
03 Automotive stamping double sheet inspection selection, first look at these 5 indicators
The truly effective selection is not to first ask which one is the most expensive, nor to first ask others what to use, but to first convert the on-site conditions into measurable indicators. The following 5 items can basically determine more than 80% of the selection direction.
| Selection indicators | What need to be confirmed | The impact on selection |
| Material Type | Magnetic or non-magnetic, mixed wire or not | Determine the probe principle and compatibility series, especially for aluminum and stainless steel, which need to be confirmed separately |
| thickness range | What are the thinnest and thickest | Determine the detection range and teaching tolerance, and the selection of extreme edging is the most prone to problems in the later stage |
| Installation method | Can it shoot up and down, and must it be integrated into the robotic arm | Deciding whether to choose through type or contact type single probe |
| Depth of functionality | Only prevent double tension, still need real-time thickness measurement and quality traceability | Deciding whether to choose the threshold version or the thickness measurement version |
| control interface | As long as I/O is required, 485 is still needed Profinet、EtherCAT | Determine whether it can be linked with PLC formula switching and production line data system |
Practical suggestion: If there are both aluminum and steel plates on site and the vehicle model is frequently switched, the selection priority should be shifted from "single purchase cost" to "false reporting cost and replacement cost". The dual detector itself is just a component, but once the parameters are switched manually, the risk will continue to increase.
How to match different scenarios: What workstations are suitable for the through type, contact type, and thickness measuring plate
To select the right series, the first step is to match the workstation scene and detection method. The following are three common configuration ideas for automotive stamping.
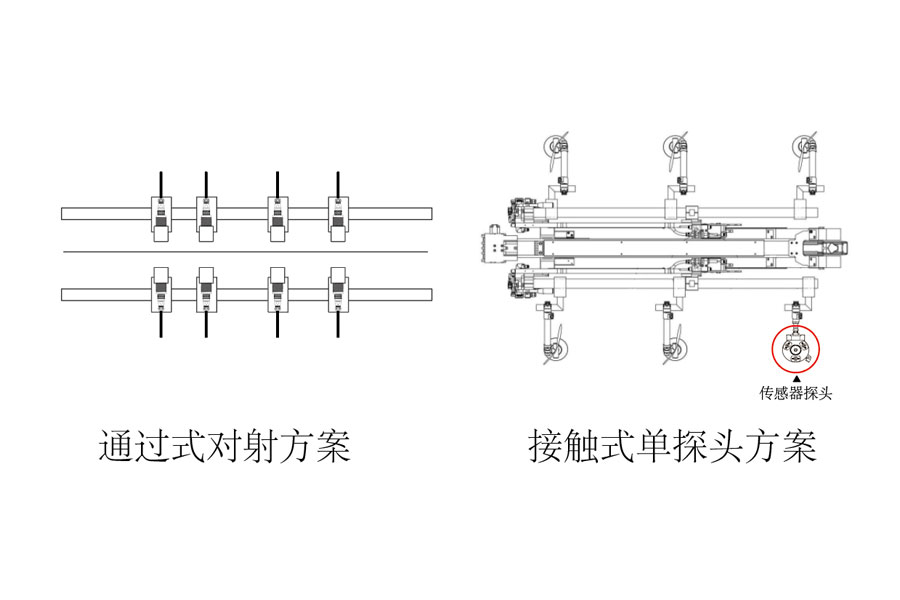
1. Through type shooting scheme: suitable for workstations with large sheet metal swinging and requiring non-contact detection
If the detection position is at the front end of the feeding, the sheet metal will pass between the upper and lower parts, and it is allowed to arrange the shooting bracket, then the passing method is usually more stable. It is insensitive to oil stains on the board surface and does not come into direct contact with the board surface, making it suitable for covering parts, large-sized boards, and situations where there is concern about scratching the surface.
This type of scenario can focus on the MDSC-1602S, MDSC-1604S and other through type series. Especially when multiple coverage points are required, four pairs of probes can avoid missed detection caused by local material warping, making them more suitable for large automotive stamping lines.
2. Contact type single probe solution: suitable for workstations with mechanical arm gripping and compact space
If the detection action needs to be integrated into the end of the robot or the installation space is very limited, a contact type single probe is easier to land on. The probe follows the action of the robotic arm to directly complete the detection during the grabbing or loading process, and the wiring and structural design are also more compact.
This type of scenario is usually more suitable for the 9000T series. It not only performs single and double sheet judgment, but also outputs real-time thickness data, suitable for automotive parts stamping lines with high requirements for process consistency and process data traceability.
3. Economical solution for magnetic materials: suitable for workstations mainly made of carbon steel plates and budget sensitive
If the production line deals with magnetic metals for a long time and the main goal is stable anti double tension, without emphasizing absolute thickness data, then specialized solutions for magnetic materials such as the 8200 series will be more cost-effective. The premise is that the material boundary must be confirmed clearly, and non-magnetic sheet metal should not be mixed into the workstation for use in the future.
Q: Do we have to use a thickness gauge for mold protection?
Answer: Not necessarily. If the workstation requirement is only for single/double sheet judgment, and the material and thickness are relatively fixed, the threshold version can already meet the mold protection requirements. The value of thickness gauges will only truly be realized when you need to record thickness online, monitor quality trends, or switch multiple formulas frequently.
Recommended ideas for the 05 automotive stamping site: How to choose the Atorm MDSC series
If we summarize the common requirements of automotive stamping production lines, they are actually three categories: one pursues stability and anti double tension, one requires process thickness monitoring, and one requires multi station, multi probe, and bus integration. According to this logic, the division of labor for the Atorm MDSC series is relatively clear.
Series applicable materials, core capabilities, and more suitable automotive stamping scenarios
MDSC-1600S Series magnetic/non-magnetic through type injection, supporting 2 or 4 pairs of probes, expandable to 485/PN/EC large sheet metal, covering parts, and automatic feeding stations that require multi-point detection
MDSC-8202S/8202TThe series is only magnetic metal contact type, divided into threshold version and thickness measurement version, suitable for cost sensitive workstations mainly made of magnetic sheet materials, carbon steel parts, and magnetic materials. It supports formula storage, real-time thickness, bus communication mechanical arm grabbing, multi vehicle switching, and production lines that require quality data feedback
MDSC-9000S/9000TSeries of magnetic/non-magnetic single probe contact type, supporting formula storage, real-time thickness, bus communication mechanical arm grabbing, multi vehicle switching, and production lines that require quality data feedback
From the perspective of product positioning, the 1600 series is suitable for solving the problem of "how to stably detect" first; The 8200 series is suitable for workstations where the core goal is to prevent double tension of magnetic materials; The 9000 series is more suitable for steel and aluminum production lines that require higher integration of "detection+data+formula management". This ranking is not about who is higher or lower, but about who matches the scene better.
In addition, the common management demand for automotive stamping lines is to reduce manual machine adjustment errors. Solutions like 8200T and 9000T that support multiple sets of recipe storage and can switch parameters through the bus are essentially helping the production line transform "experience based machine tuning" into "system based error prevention". This type of value is usually more important than simple detection accuracy in factories with frequent model changes.
The 4 most easily overlooked details during the implementation of 06
The selection is correct, only half of it has been completed. The implementation details that truly determine the effectiveness of automotive stamping on site are often the following.
Don't just focus on a single successful demonstration. What really needs to be verified is the continuous stability under single sheet, double sheet, edge offset, and oil contamination conditions, rather than one or two passes on the experimental bench.
Do not stick the upper limit selection to the thickness range. If operated in a detection range close to the limit for a long time, the tolerance and vibration of the sheet metal are more likely to amplify false alarms.
The communication interface needs to be confirmed with the PLC architecture in advance. Adding the bus module later on is usually more expensive and affects the project schedule than selecting the right one at a time.
Include the changeover action in the SOP. Whether it's scanning codes to cut formulas or HMI cutting models, the process must be solidified, otherwise even the best detectors will be dragged down by human error.
This is also why many projects appear to have no problems during equipment acceptance, but sporadic false stops begin to occur after mass production. It's not that the sensor failed, but rather that the on-site variables were not included in advance during the planning phase.
Frequently Asked Questions (FAQ)
1. Does the automotive stamping double sheet detector have to be installed on the bus board?
Answer: Not necessarily. If it is a single workstation, a single material type, and almost unchanged parameters, the basic I/O version can also complete the anti double sheet task. But as long as it involves multi vehicle switching, formula management, thickness data feedback, or deep linkage with PLC, the bus version usually saves maintenance costs in the later stage.
Can we use only one solution when steel plates and aluminum plates are aligned?
Answer: It depends on the detection principle and the range of series adaptation. If there is a mixture of magnetic and non-magnetic materials in the production line, it is necessary to first confirm whether the series supports both types of materials and verify the stability after switching between different formulas when selecting. It is not possible to simply copy the idea of a single steel plate workstation directly to an aluminum plate workstation.
3. There are many false positives, is the problem necessarily due to the sensor itself?
Answer: Not necessarily. Common reasons for false alarms include improper installation spacing, probe posture deviation, exceeding the teaching range of the sheet metal, excessive fluctuations in incoming material thickness, and failure to switch parameters properly after changing the type. When conducting on-site inspections, one should first distinguish between equipment capability issues and process and usage issues.
Why should we pay attention to formula and teaching methods when only protecting molds?
Answer: Because automotive stamping lines rarely run only one type of material for a long time. As long as there are changes in molds, materials, and vehicle models, formula management and teaching processes directly affect the risk of misoperation. Many collision models are not due to inadequate detection principles, but rather because on-site parameter switching still relies on manual memory.
What information should be prepared first when selecting a model?
Answer: Prepare at least five items first: sheet material, thickness range, installation position, production line rhythm, and control interface requirements. If further information can be provided on whether mixed line production is required, whether thickness traceability is needed, and whether it needs to be linked with robots or PLC formulas, the accuracy of selection will be significantly higher.
The conclusion is very direct
The core of the selection of dual sheet inspection for automotive stamping production lines is not to "buy a device that can alarm", but to find a solution that can operate stably together with materials, workstations, rhythms, and changeover processes. If the mold protection is done well, the real savings are not the budget of a sensor, but downtime, mold maintenance costs, and rework costs.
If you are working on a new, renovated, or replaced automotive stamping line project, it is recommended to first list the sheet material, thickness range, installation position, interface requirements, and replacement method, and then match the corresponding series. This way of selection will be much faster and the subsequent landing will be more stable.
Suggestions for on-site selection and application; Please contact 133-4281-4291 to obtain the dual detection configuration list
You May Be Interested
-
Atonm MDSC-9000T Dual-Channel, Single-Sensor Metal Double-Sheet Detector
2025-12-05
-
Non-Contact “One-to-Four” Double-Sheet Detector 1600S: A New Cost-Reduction and Efficiency Solution for Stamping Lines
2025-11-20
-
Mold damage, production delays? Atonm MDSC-8200T metal double-sheet detector protects automotive stamping lines
2025-10-30
-
Provincial Auto Industry Research Tour | Atonm Engages with the Automotive Supply Chain, Empowering Smart Manufacturing through Sensors
2025-10-11
