








2026-05-28
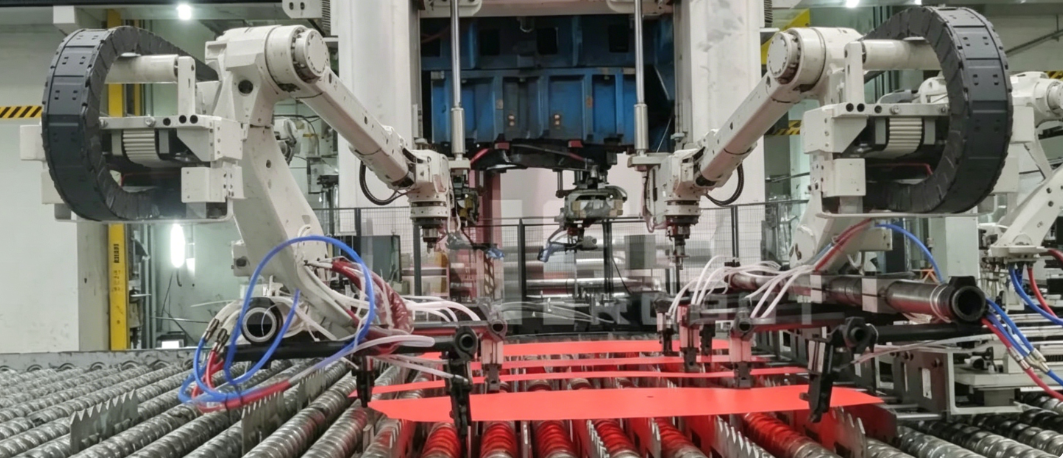
Why does hot pressing cause stacking? Solution to address stacking defects at the source
Why does hot pressing cause stacking?
1. Stacking in the feeding process
This is the most common reason:
Artificial feeding: - Thin sheet metal (especially aluminum, copper, stainless steel below 0.5mm) has a smooth surface and strong electrostatic adsorption force
-It's easy for workers to take two sheets at once when picking up materials, and they don't even notice it themselves
-After one shift, the probability of stacking materials can reach * * 0.5% -1%**
Automated feeding:
-The distributor (magnetic suction/air blowing/brush) wears out after long-term use, and the distribution effect decreases
-The flatness of the board is poor, causing the vacuum suction cup to simultaneously suck up two sheets
-The visual sorting system cannot accurately identify transparent/reflective materials
2. Stacking during transportation
-Multi station hot pressing production line, the positioning deviation of the board during transportation between stations
-The previous piece of material has not been completely removed yet, and the latter one came in
-Wear of the conveyor guide rail and loosening of the positioning pin result in overlapping incoming materials
3. Alignment deviation of multi-layer materials
Many hot pressing processes themselves are multi-layer material composites:
-Fuel cell MEA: proton exchange membrane+catalytic layer+gas diffusion layer
-Lithium battery CCS integrated busbar: aluminum bar+insulation film+thermal conductive adhesive
-Mobile phone middle board: stainless steel sheet+heat dissipation graphite sheet
If the accuracy of the alignment mechanism is insufficient or the material tension control is poor, what should have been "aligned and stacked" becomes "misaligned and overlapped" - equivalent to two pieces of material appearing at the same position.
The hazards of hot pressing and stacking materials
| Comparison item | Stamping and stacking materials | Hot pressed laminated material |
| Discover the timing | Mold stuck and making abnormal noise, immediately detected | After hot pressing, the appearance may be normal, but it will only be discovered in the next process |
| Degree of loss | Mold damage+1 piece of material scrapped | Scrap of whole layer composite material+loss of heating energy consumption |
| loss amount | Thousands to tens of thousands | Tens of thousands to hundreds of thousands (batch issue) |
| safety risk | The mold cracked and flew out | Excessive stacking thickness leads to overload of the hot press and damage to the hydraulic cylinder |
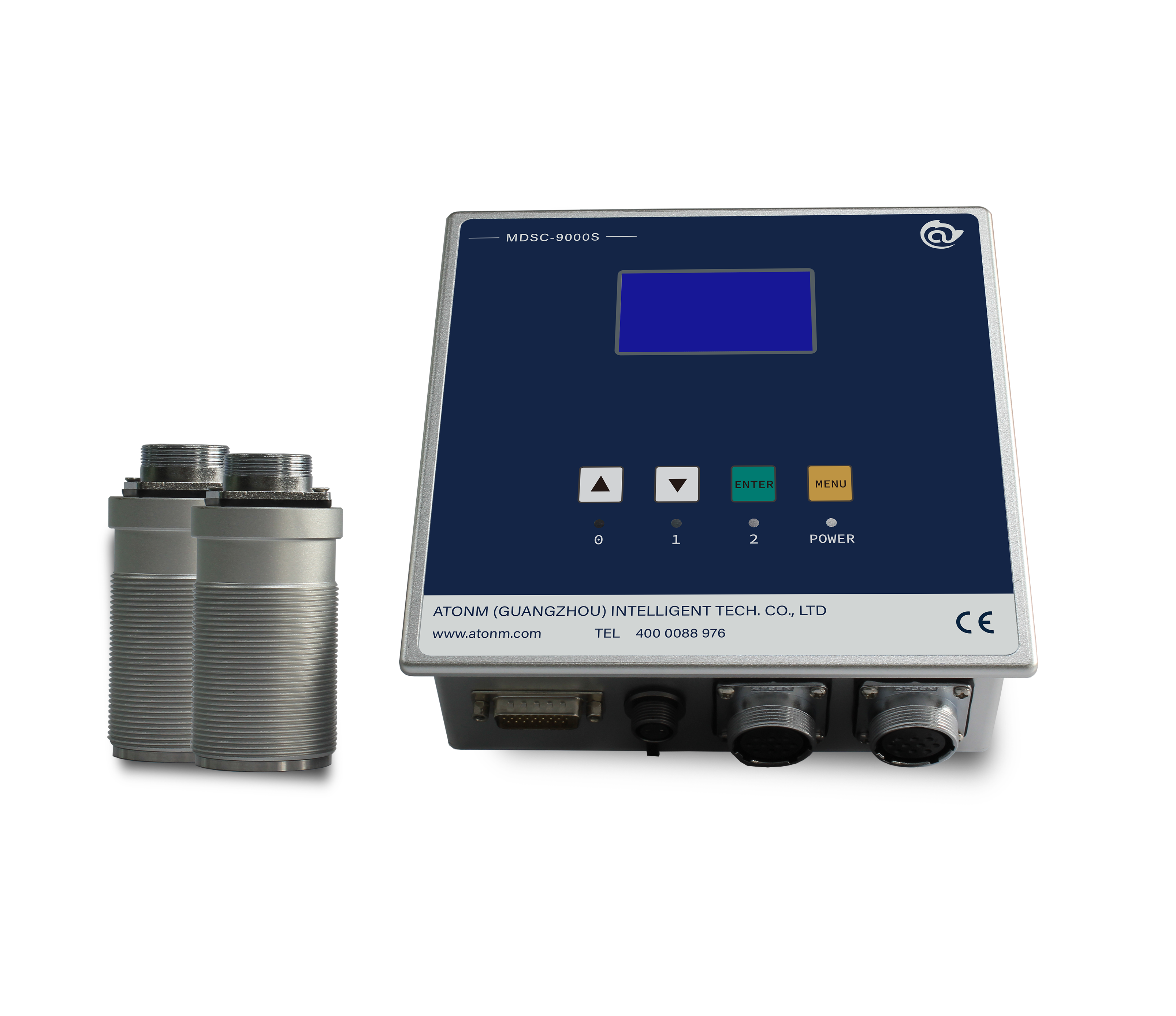
How does the Atorm solution solve hot pressing stacking?
There is a special difficulty in hot press stacking detection: * * Many hot press materials are multi-layer, and the system needs to be able to distinguish between "normal multi-layer" and "abnormal stacking".
The core advantages of Atorm's solution are:
1. Accurate differentiation of formula storage
-100 sets of formulas pre stored with standard thickness values for different materials
-Normal 3-layer material → OK judgment
-Abnormal 4th layer material → judged as NG and alarmed
-One click switch for product replacement, no need to recalibrate
2. Flexible arrangement of detection positions
-Installed at the loading station: After the mechanical arm picks up the material, it undergoes inspection before entering the hot press machine
-Installed on the conveyor belt: detected during the sheet conveying process, does not occupy the beat
-M18 small probe easily embedded in the compact loading space of the hot press machine
3. Strong thin material detection capability
-Stable detection of 0.1mm thickness, covering the vast majority of hot pressed film materials
-Full coverage of non-magnetic materials such as aluminum, copper, stainless steel, etc
-In summary, hot pressing is not a matter of "whether it will happen", but a matter of "when it will happen" - and once it happens, the losses are much greater than stamping. Adding a set of dual sheet inspection in front of the hot press is a cost-effective risk prevention and control measure.
You May Be Interested
-
Atonm MDSC-9000T Dual-Channel, Single-Sensor Metal Double-Sheet Detector
2025-12-05
-
Non-Contact “One-to-Four” Double-Sheet Detector 1600S: A New Cost-Reduction and Efficiency Solution for Stamping Lines
2025-11-20
-
Mold damage, production delays? Atonm MDSC-8200T metal double-sheet detector protects automotive stamping lines
2025-10-30
-
Provincial Auto Industry Research Tour | Atonm Engages with the Automotive Supply Chain, Empowering Smart Manufacturing through Sensors
2025-10-11
