








2026-05-21
GB 38031-2025 60 day countdown: Has your bar welding inspection kept up?
On July 1, 2026, GB 38031-2025 "Safety Requirements for Power Batteries for Electric Vehicles" will be officially implemented. The most significant change in this version of the new national standard is that in the event of thermal runaway of the power battery, it must not ignite or explode.
Note that it is' no fire, no explosion ', not the old version's requirement of' providing an alarm signal 5 minutes before a fire or explosion '.
What does this mean? This means that the standard has been upgraded from "giving you time to escape" to "no accidents at all". For battery companies, this is not a patchwork upgrade, but a re examination of the entire chain from design to manufacturing.
In this round of review, there is a link that has been neglected for a long time - the single and double sheet inspection before the welding of the bar plate.
Ba Pian: The most easily overlooked "bridge" in battery packs
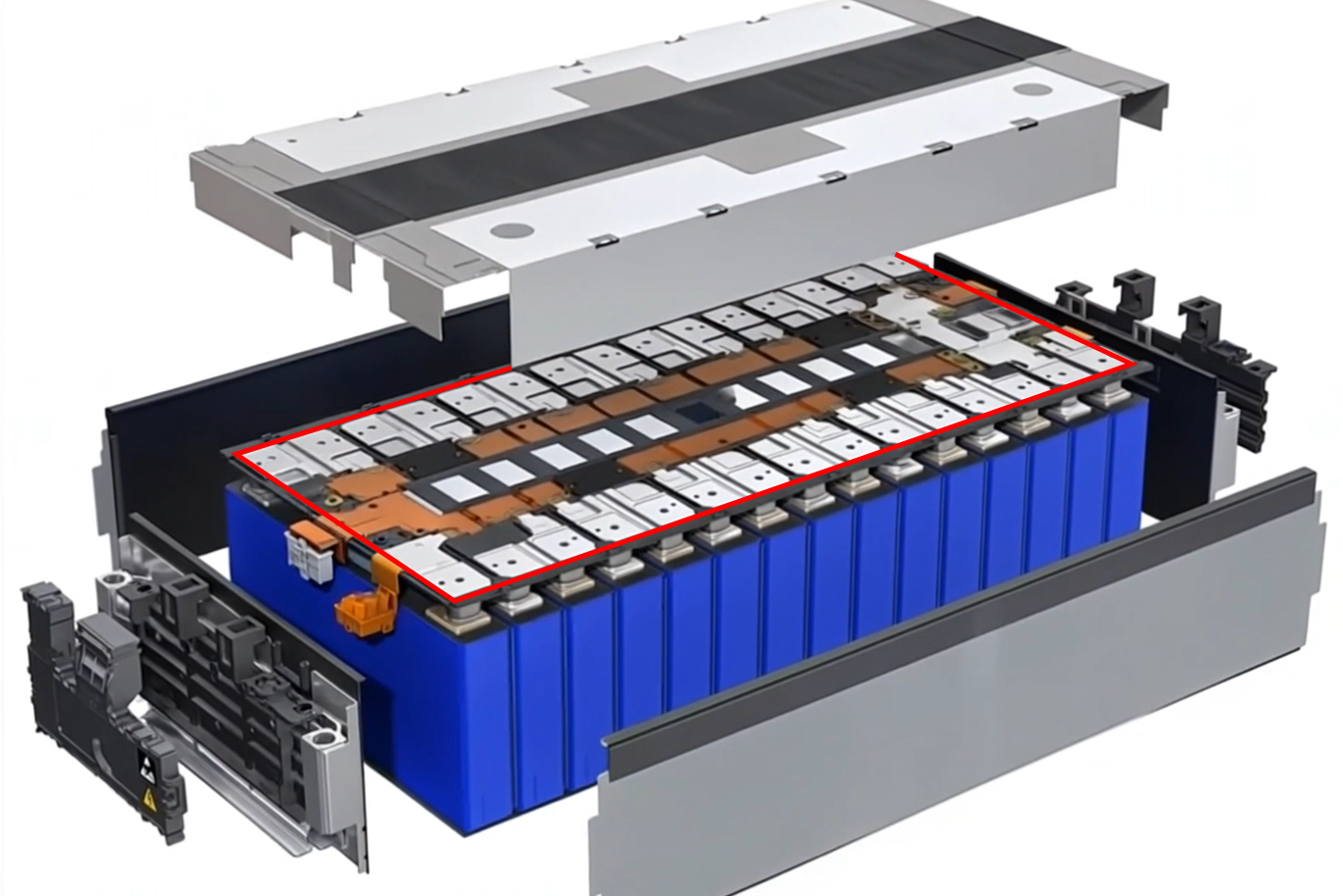
Busbar, also known as busbar, is a metal conductive strip used to connect the positive and negative electrodes of battery cells in battery modules. When a battery pack needs to connect hundreds or thousands of battery cells in series or parallel, it relies entirely on these bars as the "bridge" for current transmission.
The working environment of this bridge is quite harsh: high currents generate heat when passing through, and it also has to withstand temperature fluctuations and mechanical vibrations during long-term charge and discharge cycles. Once a solder joint has a problem, the entire current channel will be affected.
The material of Ba Pian is mostly copper or aluminum, with a thickness usually between 0.3mm-2mm, which is a typical thin sheet material. This specification of metal parts is prone to two or even multiple sheets being stacked together during the process of incoming materials, handling, and feeding.
Virtual welding: the first link of the thermal runaway chain
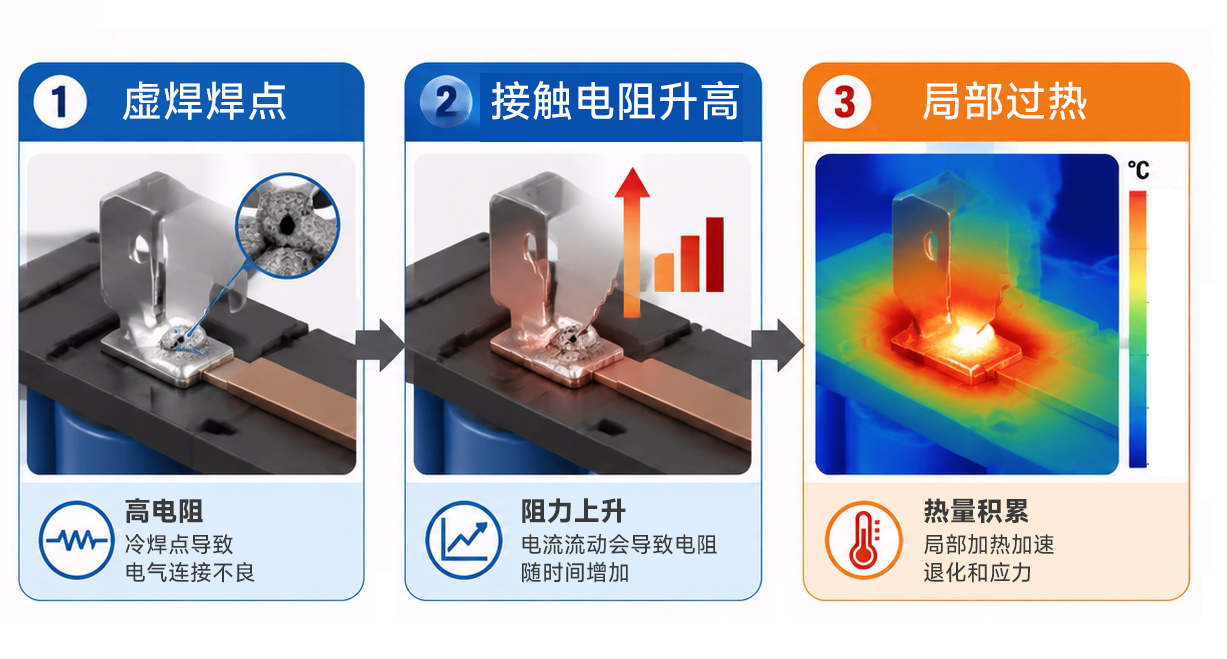
When it comes to virtual soldering, the industry is not unfamiliar. The essence of virtual welding is insufficient welding, resulting in high contact resistance at the connection point.
What does high contact resistance mean?
The resistance of a normal solder joint may be at the micro ohm level, and small differences will not affect its use. But the resistance of the virtual solder joint may be several times or even tens of times higher than the normal value. When a large current passes through, according to Joule's law Q=I ² Rt, the greater the resistance, the more heat generated increases in a square relationship.
This is not a linear relationship. Under 100A current, a 1m Ω solder joint generates 10W of heat per second; If virtual soldering causes the resistance to rise to 10m Ω, this number becomes 1000W. More importantly, heating will further increase the contact resistance - the increase in metal temperature will intensify oxidation, and the oxide layer will make the resistance higher. This is a positive feedback: temperature increases → resistance increases → heating intensifies → temperature continues to rise.
When the local temperature exceeds the temperature limit of the diaphragm (usually between 130 ° C-160 ° C), the diaphragm shrinks, the positive and negative poles short circuit, and thermal runaway is triggered.
This is the classic chain of battery pack thermal runaway: virtual soldering → increased contact resistance → local overheating → thermal electric positive feedback → thermal runaway.
Ba Pian Shuangzhang: The Hidden Root of Virtual Welding
The question is: How does virtual soldering occur?
Improper process parameters, welding surface contamination, and differences in material thickness are common reasons. But there is another more hidden root cause that has never been systematically investigated in many factories - the double tension of Ba Pian.
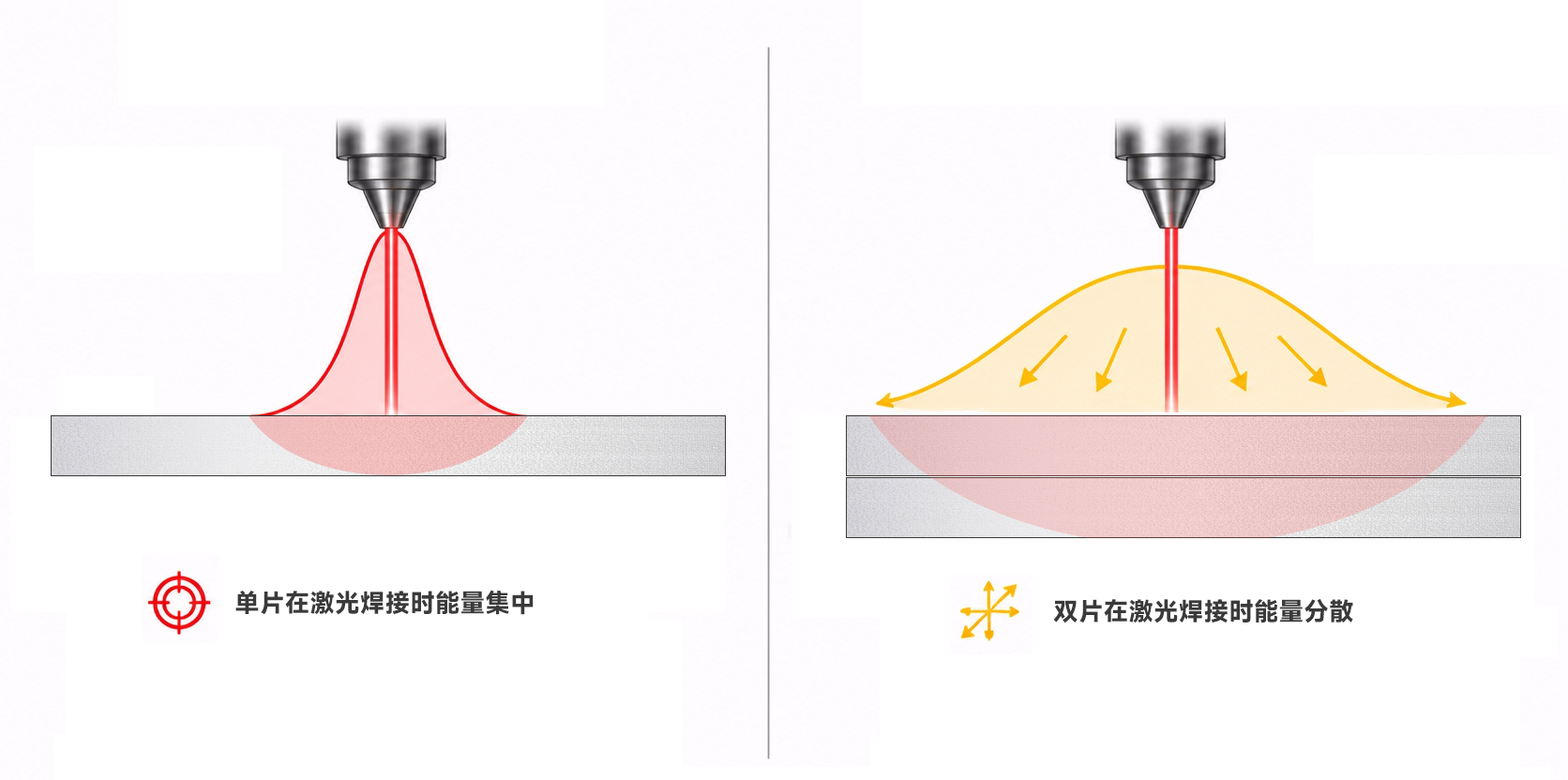
The so-called double sheet refers to two sheets of steel stacked together and entering the welding station. On the surface, it appears to be just a piece of metal, and the thickness gauge measures it to be normal. However, after the laser welding is completed, it is discovered that there is still a hidden sheet underneath.
Why do double images occur?
Thin metal sheets are prone to adhesion on automated production lines. Any physical phenomenon such as electrostatic adsorption, oil film effect, magnetic attraction effect, etc. can cause two thin sheets to stack together. What's even more tricky is that this kind of overlap often has no obvious appearance abnormalities, and it can't be detected without careful inspection.
What are the consequences of double welding?
When two layers of metal enter the welding zone simultaneously, the penetration depth of laser energy is severely dispersed. The first layer may have melted through, and the second layer may not have formed an effective connection at all - or both layers may have melted, but the fusion interface is uneven, forming internal voids and microcracks.
In any case, the contact resistance after welding will be significantly higher.
Even more deadly is that this hidden danger is almost irreparable after welding. Post inspection can detect virtual soldering, but it cannot change the fact of virtual soldering - either disassemble and rework, or scrap it directly. The cost of dismantling and reworking is several times that of normal welding, while direct scrapping means a complete loss of materials, labor hours, and production capacity.
Pre welding inspection: a more cost-effective logic than post welding inspection
Welding quality inspection is not unfamiliar in the industry. X-ray detection, infrared thermal imaging, micro ohm resistance measurement, tensile shear testing... These methods can effectively detect virtual welding.
But the problem is: detecting virtual welding ≠ eliminating virtual welding.
After detection, either rework or scrap. Virtual soldering has occurred, and losses have been caused. Testing is just about picking out the waste, not preventing it from happening.
The truly efficient quality control should intercept hidden dangers before the formation of virtual welding - detect double sheet problems before the bar enters the welding station.
This logic is not new. In the extreme ear welding process, single and double sheet inspection has become an industry consensus. No legitimate lithium battery factory would not conduct material testing before welding the electrode ear. But the same logic is often overlooked when applied to the welding process of sheet metal.
The reasons may be multifaceted: Ba Pian is smaller and thinner than Ji'er, making detection more difficult; Or the production line space is compact and there is no reserved testing station; Or they may not even know that there is a specialized single and double sheet testing scheme for thin and small pieces of material.
But no matter what the reason is, ignoring the single and double sheet inspection before welding is like giving a green light for virtual welding.
Why Now: Countdown and Window Period
The implementation of GB 38031-2025 has set a clear compliance deadline for the entire power battery industry: July 1, 2026.
The new national standard requires "no fire, no explosion" for thermal runaway, which is not only an upgrade to the testing standard, but also a systematic requirement for the manufacturing system. If there is a risk of virtual soldering at the manufacturing end of a battery pack, the probability of overheating and losing control under abusive working conditions will significantly increase.
The regulatory trend points in one direction: error prevention design in manufacturing processes will be increasingly valued. No matter how high the pass rate of post detection is, it is not as reliable as pre interception.
For battery companies, now is a crucial window period: before the official implementation of the new national standard, they need to review the error prevention system of their existing production lines and fill in the gaps in the pre welding inspection of the busbar.
This is not an additional cost investment, but a systematic choice to reduce compliance risks and minimize quality losses.
Solution: How to choose the single and double sheet inspection before welding the bar plate
When it comes to testing solutions, the industry is not unfamiliar with single and double sheet testing. But the uniqueness of Ba Pian lies in its thin thickness, small size, and compact production line space.
The traditional single and double sheet detection scheme is mostly based on large equipment or contact measurement, and may not be suitable for compact workstations on wafer production lines. However, relying solely on manual visual inspection is limited by visual fatigue and attention fluctuations, making it difficult to control the missed detection rate.
There are currently more suitable solutions on the market for single and double sheet testing of thin and small pieces of material. Taking inductive detection technology as an example, the change in inductance of metal materials is measured by a probe to determine the single and double sheet state. This method has good adaptability to both magnetic and non-magnetic materials, and the probe size can be made smaller.
Here is an introduction to a detection scheme suitable for the welding scene of sheet metal - the MDSC-8500S series, which adopts the M18 small probe design and is optimized for thin sheet metal detection.

Why is it suitable for the Ba film scene?
Ba Pian is usually made of copper or aluminum, with a thickness ranging from 0.3mm to 2mm, and the size is relatively small. The M18 probe has a small volume and can be flexibly installed in compact workstations on the production line without the need for significant modifications to the existing layout.
RS485 communication brings more than just alarms
The 8500S series supports RS485 communication (Modbus RTU protocol), which means it can not only output switch alarm signals, but also transmit real-time detection values.
In practical applications, this means two layers of value:
One is trend monitoring. The detection values can be collected and recorded in real-time, and the stability of the material state can be determined through trend analysis. If the inductance continues to be high, it may indicate a change in material specifications or an abnormality in the feeding mechanism.
The second is process tracing. The results of each inspection are recorded with data, and when there are quality issues with a batch, they can be traced back to the specific inspection station and time point.
The plan has been validated at the top battery factory
The MDSC-8500S series has been applied and verified on the production lines of some leading battery companies, and is suitable for the testing scenarios before welding of battery strips.
Promoting industry standards: Bar testing should become a standard feature
At this point, I would like to propose a viewpoint: the single and double sheet inspection before bar welding should not be just an "optional", but should be a "standard".
It has become a consensus in the industry to conduct material testing before welding the ears. But why is the same quality control logic ignored in the bar welding process?
The root cause may lie in cognitive inertia. Ji'er is the core process of battery cell manufacturing, with a mature testing system and multiple supplier solutions. However, as the assembly process of the module, the demand for testing emerged relatively late, and the maturity of the solution is relatively lagging behind.
But cognitive inertia cannot be an excuse for quality shortcomings. There is no difference in the failure mechanism between the virtual welding caused by the double tension of the bar plate and the virtual welding caused by the double tension of the pole ear - both are due to the dispersion of welding energy, poor fusion interface, and increased contact resistance.
Extreme ear virtual welding can lead to uncontrolled heat generation, and the same can be true for bar plate virtual welding.
In the context of the upcoming implementation of GB 38031-2025, the industry needs to re-examine the error prevention design of the bar welding process. Promoting the "single and double sheet inspection before welding" as an industry standard is not a commercial demand of a certain equipment supplier, but an industry consensus related to the bottom line of battery safety.
When a leading enterprise completes the deployment of single and double sheet inspection before bar welding on the production line and verifies the effectiveness of the solution, this practice will become a benchmark in the industry, driving more enterprises to follow suit - just like the evolution path of ear welding inspection from optional to standard configuration.
Conclusion
Returning to the opening topic: GB 38031-2025 will be officially implemented in less than two months. The mandatory requirement of 'no fire, no explosion' means that battery companies can no longer have any lucky mentality in the manufacturing process.
Virtual soldering is an important cause of thermal runaway, and the double stretching of the bar plate is the hidden root of virtual soldering. Detecting and intercepting double hidden dangers before welding is more cost-effective and effective than detecting virtual welding after welding.
The logic is not complicated, but the difficulty lies in the cognitive transformation - recognizing that the single and double sheet inspection before bar welding is equally important as the inspection before pole ear welding.
I hope this article can make more people aware of this.
You May Be Interested
-
Atonm MDSC-9000T Dual-Channel, Single-Sensor Metal Double-Sheet Detector
2025-12-05
-
Non-Contact “One-to-Four” Double-Sheet Detector 1600S: A New Cost-Reduction and Efficiency Solution for Stamping Lines
2025-11-20
-
Mold damage, production delays? Atonm MDSC-8200T metal double-sheet detector protects automotive stamping lines
2025-10-30
-
Provincial Auto Industry Research Tour | Atonm Engages with the Automotive Supply Chain, Empowering Smart Manufacturing through Sensors
2025-10-11
