








2026-03-09
Farewell to the collision accident caused by "missing adjustment parameters": A documentary on the anti double tension and anti failure transformation of a stamping line in a new energy vehicle enterprise -9000T
Project Background:
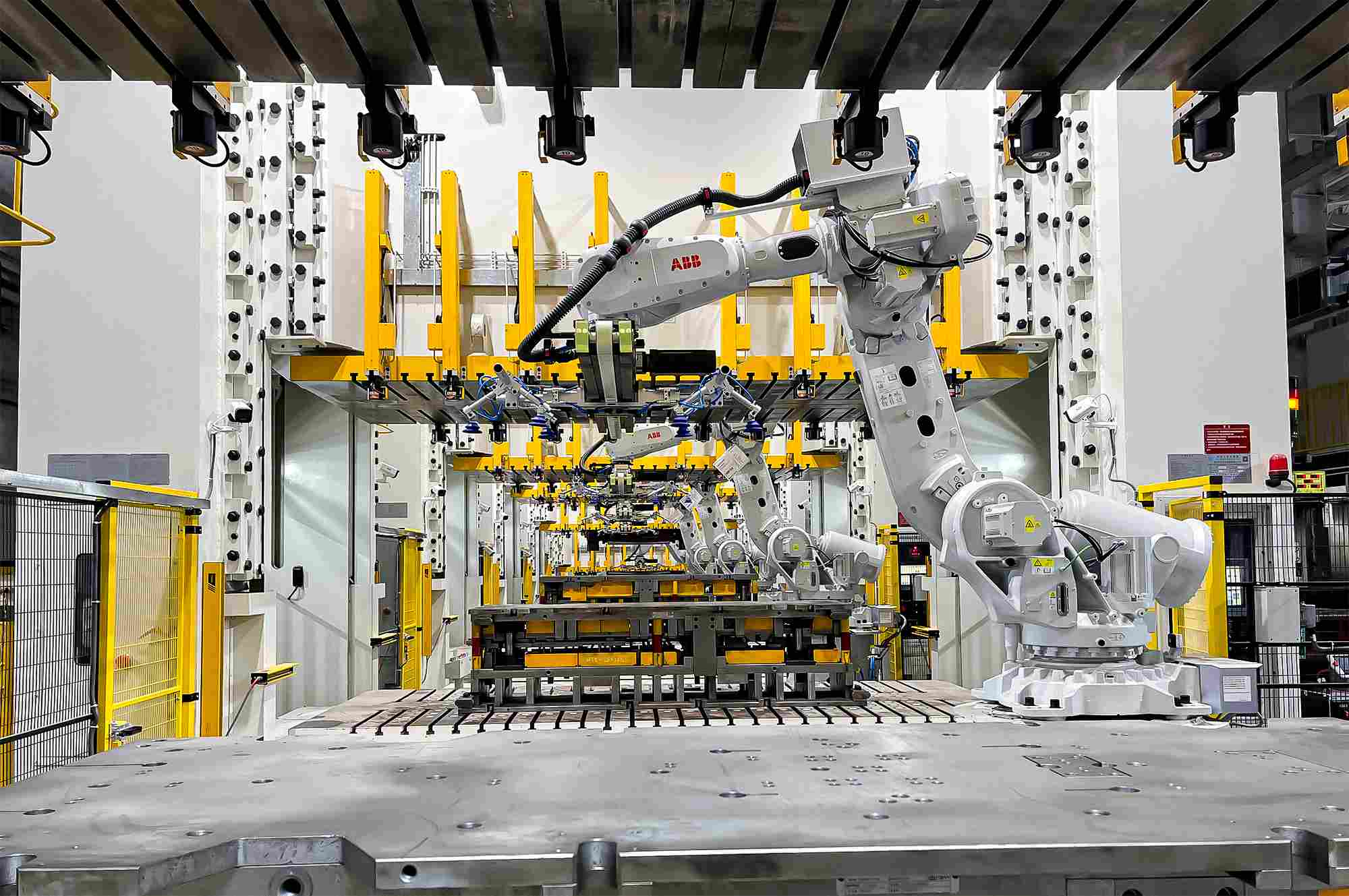
A stamping workshop of a leading new energy vehicle company in East China has a 7000 ton fully automatic stamping line. This production line undertakes stamping tasks for dozens of components including aluminum alloy four doors and two covers, high-strength steel structural parts, etc., with a daily average of 4-6 mold changes. Recently, due to several consecutive incidents of mold damage and downtime caused by "double sheet stacking", the engineering department has decided to carry out a thorough technical transformation of the original feed inspection process.
1、 Invisible Bomb: An Architecture Defect Exposed by a Manual Omission
The automation level of the stamping workshop of the car company was high before, and each palletizing robot was equipped with a brand's dual sheet detector at the end. But after conducting a thorough inspection of the production line, our technical team discovered a hidden danger that is easily overlooked in multi category co production: the "island effect" of parameter management.
In the previous workflow, this traditional basic detector was only responsible for one thing - outputting high and low level I/O switch signals to the PLC. Due to the vastly different magnetic permeability and eddy current characteristics of different materials (aluminum plate, low-carbon steel, high-strength steel), each time the plate is replaced, on-site operators need to manually retrieve the corresponding material calibration formula using the knob on the control panel.
During a night shift model change, the operator missed this critical step due to fatigue, resulting in the machine still using aluminum plate parameters to measure high-strength steel. The detector gave an error signal of "single normal", and the two layers of high-strength steel smoothly slid into the mold. The consequence was a muffled "bang" sound, causing the critical mold worth hundreds of thousands of yuan to break, resulting in a complete 14 hour shutdown of the production line.
2、 Technical Review: Why are there not enough devices that can only output switch values?
At the later renovation meeting, the equipment engineer of the car company pointed out the problem to the point: the rhythm of modern stamping lines is more than ten strokes per minute, and placing the heavy responsibility of "preventing errors" on manual parameter verification is itself gambling on luck.
The limitations of traditional devices are mainly reflected in two points:
The data gap cannot be traced: only the simple "OK/NG" switch quantity, the PLC does not know what the current sensor detection benchmark is. There is no real-time thickness curve fluctuation data when the alarm is triggered, and the quality inspection engineer can only see "system shutdown alarm" when checking the table afterwards, which cannot be quantitatively analyzed.
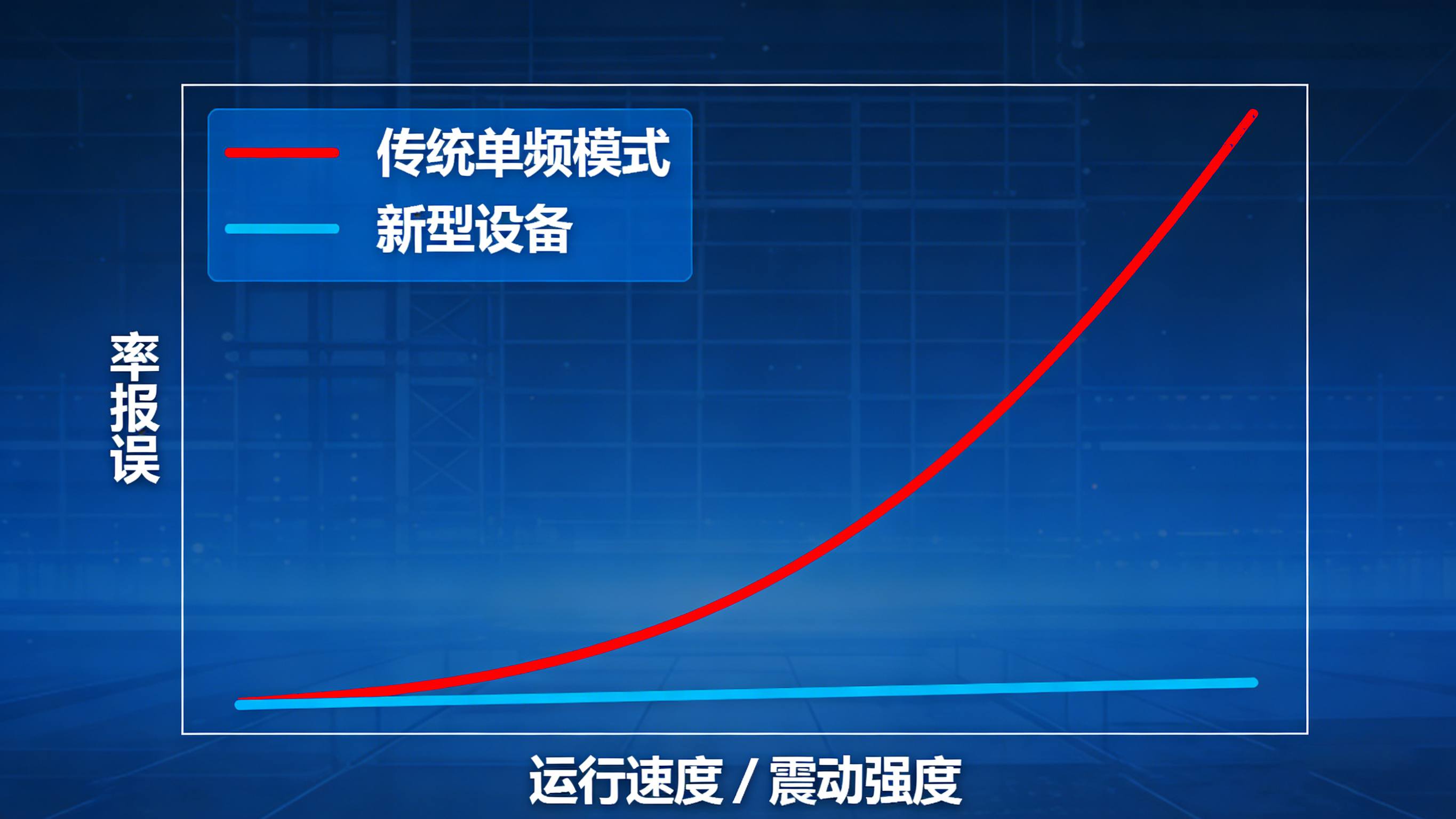
Single frequency is highly susceptible to material fluctuations and interference: Faced with increasingly thin high conductivity aluminum plates coated with oil, the single frequency penetration algorithm of old equipment is prone to attenuation or oversaturation, resulting in frequent horizontal jumps at the alarm edge and high false alarm rates.
3、 Bus level transformation scheme design: true "de artificialization"
The pain points have been identified, and the transformation logic is very clear: the manual parameter adjustment permission must be deprived, and the parameters must be directly integrated into the overall PLC formula of the production line; Simultaneously enhance the underlying signal recognition capability. The car company ultimately chose based on AtormMDSC-9000T series dual detectorEstablish a closed-loop system (bus type).
1. Profinet industrial bus networking, delegate formula control authority
MDSC-9000T The system comes with a native Profinet communication protocol. We will directly mount the detector into Siemens' industrial Ethernet ring network. When changing molds on the production line now, the MES system in the central control room sends a new production work order to the entire line PLC. While the PLC is mobilizing the mold changing trolley, it synchronously sends a specific "material formula number" to the Atorm dual detector through Ethernet.
This allows the detector to have built-in access to one of its highest supported thousands of recipes. From carbon steel to aluminum plate, from 0.2mm to 4.0mm, the sensor automatically switches calibration parameters in milliseconds according to PLC instructions. Workers no longer need to touch the control panel of the sensor, truly achieving the goal of "preventing deadlock".
2. Dual frequency collaborative algorithm to eliminate false alarms of high gloss aluminum plates
In response to the previous problem of false alarms in painted aluminum plates that troubled customers, this renovation has abandoned the single frequency mode. Utilizing the system's built-in high low dual frequency alternating magnetic field detection technology, the low frequency strips away external vibration noise, while the high frequency accurately captures weak eddy current impedance. This change enables materials of different thicknesses to exhibit high signal-to-noise ratio mapping within the system, effectively solving the problem of false alarms caused by signal distortion under high-speed vibration.
4、 Landing data and production performance
After three months of full load trial operation, this partial technical upgrade has delivered a very satisfactory answer to the engineering department:
The shutdown rate has plummeted: the collision accidents caused by human error in adjusting thickness parameters have not occurred again during the trial operation period, and the overall abnormal shutdown rate of the production line has decreased by more than 90% compared to the same period last year.
Data traceability loop: All historical working states and theoretical thickness feedback values of each piece of material are not only displayed on the built-in color screen of the detector, but also fully transmitted and stored in the customer's database. Once abnormal plates appear, the quality department has sufficient underlying basis to force upstream suppliers to improve the quality of steel coils.
Engineering renovation cannot tolerate trial and error, welcome on-site verification
In the era of lightweight automotive stamping production lines, a single switch quantity defense is no longer sufficient to support high-frequency multi category hybrid production. Upgrading to a bus level, fully closed-loop dual detection platform is a cost-effective option for improving the overall OEE (Equipment Overall Efficiency) of the entire line.
If you need to know specific technical parameters, evaluate whether your stamping production line is suitable for this multi bus communication anti double tension solution, or apply for on-site testing of a prototype, please feel free to contact the Atorm technical team. We provide free on-site measurement services.
You May Be Interested
-
Atonm MDSC-9000T Dual-Channel, Single-Sensor Metal Double-Sheet Detector
2025-12-05
-
Non-Contact “One-to-Four” Double-Sheet Detector 1600S: A New Cost-Reduction and Efficiency Solution for Stamping Lines
2025-11-20
-
Mold damage, production delays? Atonm MDSC-8200T metal double-sheet detector protects automotive stamping lines
2025-10-30
-
Provincial Auto Industry Research Tour | Atonm Engages with the Automotive Supply Chain, Empowering Smart Manufacturing through Sensors
2025-10-11
