








Project Services
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
By clicking on the button “I accept” or by further usage of this website you express consent with usage of cookies as well as you grant us the permission to collect and process personal data about your activity on this website. Such information are used to determine personalised content and display of the relevant advertisement on social networks and other websites. More information about personal data processing can be found on this link Cookie Policy.
Agree
Single Sensor
Image Sensor
2026-06-15
1、 Project Background
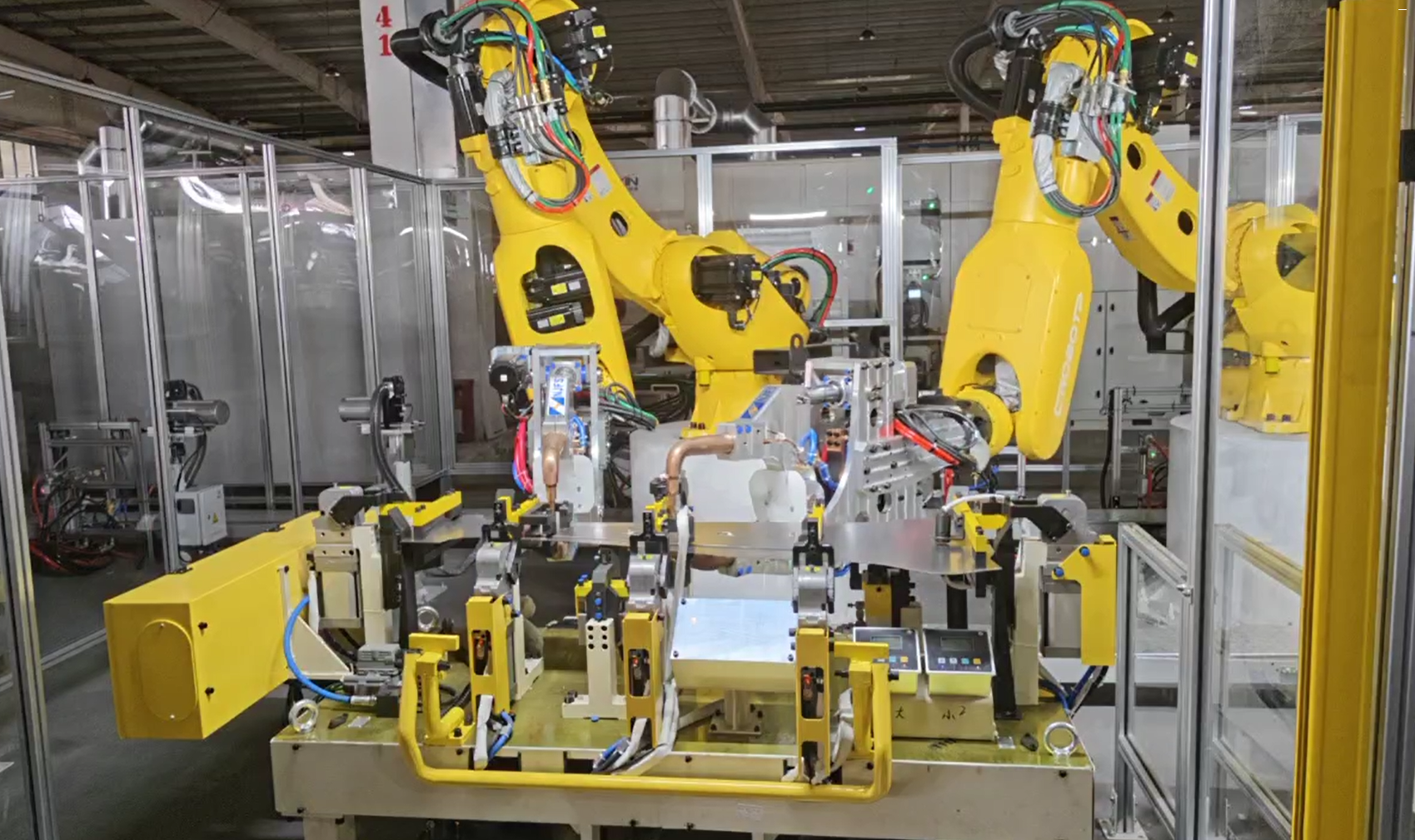
With the continuous improvement of lightweight and safety performance requirements for automobile bodies, the application of high-strength steel plates and laser welded panels (patch panels) in vehicle manufacturing is becoming increasingly widespread. In the welding workshop door ring and A-pillar reinforcement production line of a new energy vehicle manufacturer, large plates (large structural components) and patch plates (small plates for reinforcement) need to be precisely stacked and welded.
In actual production, due to the residual rust proof oil film on the surface of the board and the characteristics of the thin plate itself, the grasping robot often experiences the phenomenon of "double sheet" or "stacking", that is, two sheets of board are grasped or placed at once. The main impacts of this issue include:
For this reason, the client has decided to introduce AtormMDSC-1500S dual detectorEffectively control the stacking problem through technological means.
2、 Solution
After on-site working condition investigation, the technical team used two AtormMDSC-1500S dual detector, deployed separately at the large board workstation and patch board workstation. The installation method adopts the "fixture integration, non-contact detection through" scheme, fully utilizing the existing fixture movements to complete the detection.
2.1 Introduction to Core Equipment
AtonmMDSC-1500SIt is a dual beam metal detector with the following characteristics:
2.2 Deployment Architecture
| Deploy workstations | test object | detection purpose |
|---|---|---|
| Large board workstation | Car side panel/door ring panel | Prevent double-layer large plates from entering the welding process, avoid abnormal tooling and welding deformation |
| Patch board workstation | Laser welding patch board | Ensure that the patch plate is a single sheet to avoid excess interlayer during spot welding |
2.3 Installation method
This solution integrates the sensor probe directly into the fixture structure of the welding station:
After the robotic arm places the board in place, the fixture is closed. At this point, the probes at both ends are aligned, and the board is located between the two probes (without contact). The sensor immediately performs a through type double tension detection.
2.4 Workflow
3、 Program value
After the implementation of this plan, the production line runs stably, and its main value is reflected in the following aspects:
3.1 Zero beat loss
The detection action is completed synchronously with the fixture closing, without occupying additional production time and having no impact on the production line rhythm.
3.2 Non contact detection
The probe has no contact with the surface of the board and has zero impact on the board, especially suitable for automotive boards that require surface quality.
3.3 Accurate and reliable positioning
The closure of the fixture ensures the consistency of the relative position between the probe and the board, stable detection conditions, and effectively reduces false alarm rates.
3.4 Convenient Production Change
MDSC-1500SBuilt in multiple recipe storage functions. When switching between vehicle models with different thicknesses of sheet metal, the PLC automatically retrieves the corresponding formula without the need for manual adjustment.
4、 Application effectiveness
5. Summary
This case demonstrates a highly integrated application of AtonmMDSC-1500S dual detector in automotive welding production lines. By packaging the probe under the workstation and on the movable arm of the fixture, and synchronously completing the non-contact detection through the fixture closing action, the reliability of the detection is ensured and zero beat loss is achieved.
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
