








Project Services
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
By clicking on the button “I accept” or by further usage of this website you express consent with usage of cookies as well as you grant us the permission to collect and process personal data about your activity on this website. Such information are used to determine personalised content and display of the relevant advertisement on social networks and other websites. More information about personal data processing can be found on this link Cookie Policy.
Agree
Single Sensor
Image Sensor
2026-06-17
The service target of this project is the first level supporting enterprises of automotive parts in East China. The core business is to supply body structural parts and chassis stamping parts to leading domestic new energy vehicle enterprises. The production supporting capacity is stable and the quality standards are strict. The enterprise stamping workshop currently has 4 automated stamping production lines, which can undertake stamping processing tasks for 12 types of vehicle models. The production of sheet metal includes cold-rolled steel plates, galvanized plates, and high-strength steel plates, with a thickness range of 0.5mm-3.2mm.
With the continuous increase in orders from downstream new energy vehicle companies, in order to improve production capacity, the stamping production line has been accelerated from 8SPM to 12SPM. After the acceleration of the production line and the increase in the pace of mechanical arm material retrieval, the problems of sheet stacking and double sheet feeding have become frequent. In order to meet the production needs of high-speed production lines, completely solve the problem of double sheet stacking, avoid equipment damage, production capacity loss, quality exceeding standards, etc., customers urgently need a high-precision, highly adaptable, and automated double material detection solution.

Based on the characteristics of the customer's multi vehicle, multi sheet, and high-speed mixed production conditions, the project has been implemented to address the three core pain points of mold damage, production line shutdown, and missed inspections exceeding the standardAtonmMDSC-1000C dual detectorThe special plan does not require the transformation of the main structure of the production line and can quickly adapt to high-speed stamping production lines. The core adaptation advantages are as follows:
-All material adaptive detection: The equipment does not distinguish between metal sheet materials and is compatible with all types of sheet materials on site, such as cold-rolled steel, galvanized steel, high-strength steel, etc. It adapts to different sheet characteristics through self-learning algorithms, and does not require equipment replacement or manual parameter debugging for material replacement.
-Multi group formula automatic switching: Built in 100 sets of material formula storage function, combined with Modbus 485 communication protocol, can be connected to the production line PLC system, automatically call the corresponding detection formula according to the production vehicle model, and achieve zero manual intervention in multi vehicle mixed line production and changeover.
-Rapid implementation does not affect production scheduling: equipment spot delivery, easy installation and debugging, short transformation cycle, seamless integration with existing production plans, completely without interfering with the original production schedule of the enterprise.
3.1 Core equipment parameters
AtonmMDSC-1000CFor the industrial universal dual sheet detector with communication, it adopts non-contact detection method and is suitable for various metal sheet stamping conditions. The core technical parameters are as follows:
| parameter item | Specification Details |
| Testing material | Various types of metal sheets such as steel plates, iron plates, copper plates, aluminum plates, galvanized plates, stainless steel plates, etc |
| Detecting thickness | Iron/stainless steel: 0.2-4.5mm; copper: 0.1-4.0mm; aluminum: 0.1-8.0mm |
| response speed | 1200 pcs/min, Adapt to the rhythm of high-speed stamping production lines |
| Number of memory groups | 100 sets of material formulas, supporting storage of parameters for multiple vehicle models |
| contact method | Modbus 485+NPN switch output, compatible with PLC and MES systems |
| host size | 132mm × 116mm × 48mm, compact in size and not occupying much space |
| rated voltage | DC 24V/500mA, Adapt to industrial power supply standards |
| Detection method | Non contact electromagnetic detection, no consumables, no wear and tear |
3.2 On site installation plan
Based on the layout of the customer's 4 stamping production lines, deploy 1 machine at each core loading station of each production lineMDSC-1000C dual detectorThere are a total of 4 units, and the installation plan is suitable for the on-site working conditions, does not occupy production space, and avoids equipment interference. The specific deployment specifications are as follows:
-The equipment host is fixed at the position of the stamping line guardrail, making it convenient for operators to view the real-time operation status and daily maintenance of the equipment. At the same time, it is far away from the vibration source of the production line to avoid vibration affecting the detection accuracy.
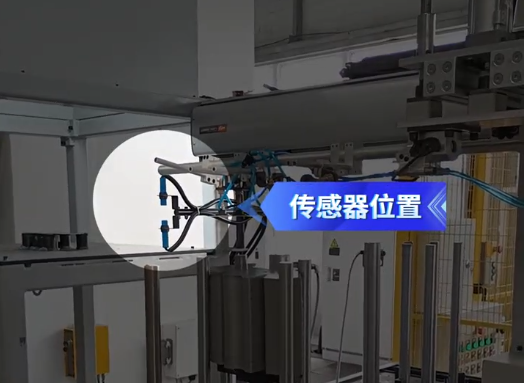
-The radiation sensor (transmitter/receiver) is installed on the path that the mechanical arm must pass through when picking up materials next to the stack, ensuring that each sheet can be fully covered and detected.
-The sensor probe spacing is set to the industry standard of 40mm, and the working face is installed directly to ensure stable detection signals; The probe maintains a clear space in the viewing area, without any metal obstructions, to eliminate detection interference.
-The equipment signal is connected to the production line PLC control system through Modbus 485 bus, and the detection data is synchronously uploaded to the MES production management system in real time, achieving data visualization and traceability.

3.3 Automated workflow
After the equipment goes online, it realizes fully automated detection, judgment, and error correction without manual intervention. The complete operation process is as follows:
1. The robotic arm automatically grabs the sheet from the stack and carries it through the sensor detection area;
2. The MDSC-1000C sensor automatically collects electromagnetic signals from the sheet metal and accurately compares them with the preset formula threshold of the corresponding vehicle model;
3. Single sheet metal determination: output OK detection signal, PLC release, mechanical arm sends the sheet metal into the mold to complete the stamping process;
4. Double sheet judgment: Output NG abnormal signal, trigger on-site sound and light alarm, the mechanical arm automatically puts the stacked material into the dedicated collection box, and then reclaims the material;
5. All abnormal detection data and production testing records are uploaded in real-time to the MES system for data retention and traceability.
To ensure high-precision and stable operation of the equipment, the project debugging phase focuses on three core aspects: working condition adaptation, type replacement verification, and signal integration debugging. At the same time, the wiring process is standardized to avoid on-site interference.
4.1 Three Step Core Debugging Process
-Step 1: Real material sample teaching calibration: Using actual in use boards on the production line, complete signal learning teaching for single and double boards separately, matching the actual production conditions on site. To address the issue of thickness tolerance fluctuations in sheet metal batches, a unified selection of batch thickness median values is used for calibration to ensure testing fault tolerance and accuracy.
-Step 2: Validation of Vehicle Formula Replacement: For the 12 production vehicle models on site, establish and store exclusive testing formulas one by one, and verify the accuracy of the PLC's automatic formula call through the vehicle model number throughout the process to ensure that the parameters are not confused or manually adjusted when switching between multiple vehicle models.
-Step 3: Signal Joint Debugging Closed loop Acceptance: Based on the core acceptance standard of "actual shutdown of the press", different from simple light alarm, manual insertion of double sheet material testing is used to confirm the smooth operation of the press shutdown and material return mechanism, complete MES abnormal recording, and achieve full closed-loop detection, alarm, shutdown, and recording.
4.2 Wiring anti-interference specifications
Strictly follow industrial wiring standards during the construction phase, lay sensor signal lines and equipment power lines in separate cable trays, and keep them away from strong interference equipment such as frequency converters; The signal line shielding layer adopts a single ended grounding process, effectively avoiding detection threshold drift caused by electromagnetic interference and ensuring long-term stable operation of the equipment.
After 3 months of stable operation of the equipment online, the customer's production line stacking problem was completely resolved, and the equipment operation and maintenance, production efficiency, and product quality were greatly optimized. The improvement of core indicators is as follows:
| key metrics | Before improvement | improved |
| Frequency of mold damage caused by double tension | 1-2 times/month | 0 occurrences for 3 consecutive months |
| The number of shutdowns of the double fault production line | 3-6 times/week | 0 times/week |
| Model change and parameter adjustment time | 30 minutes | 1 minute/time (one click automatic recipe call) |
| Double missed detection situation | Occasional occurrence with quality risks | Zero missed detections, zero false alarms |
| Test data traceability capability | No data records, unable to trace | MES real-time data retention, fully traceable throughout the process |
Feedback from the customer's production supervisor: After three months of equipment deployment, the mold damage and production line downtime caused by double sheet materials have been completely resolved. The equipment installation and debugging are simple, and employees can operate it without complex learning. It runs stably and reliably. The plan is to complete the installation and upgrade of all other stamping production lines in the factory area in the future.
This project relies on the AtonmMDSC-1000C dual detector to create a low-cost, high-efficiency, and zero modification dual material detection solution for the high-speed stamping production line of automotive parts, perfectly adapting to the mixed production conditions of multiple vehicle models, multiple plates, and high cycle times.
The entire process of implementing the plan does not require any changes to the main structure of the production line. Relying on the core advantages of equipment compatibility with all materials, multi formula storage, and automated communication linkage, it quickly solves the three major pain points of stacking damage, frequent downtime, and quality omission that are commonly found in the industry. After 3 months of stable operation verification, we have achieved zero damage to the mold, zero downtime due to faults, and zero double tension missed detection, significantly reducing equipment operation and maintenance costs and quality risks. At the same time, we have also compressed the time for vehicle model replacement to the extreme, significantly improving the overall production efficiency of the production line.
For automotive parts stamping production enterprises,MDSC-1000C dual detectorIt is a typical "small investment, high return" intelligent upgrade solution, with fast deployment, stable effect, easy promotion, and can be widely adapted to various high-speed stamping production lines' dual material detection scenarios.
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
