








Project Services
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
By clicking on the button “I accept” or by further usage of this website you express consent with usage of cookies as well as you grant us the permission to collect and process personal data about your activity on this website. Such information are used to determine personalised content and display of the relevant advertisement on social networks and other websites. More information about personal data processing can be found on this link Cookie Policy.
Agree
Single Sensor
Image Sensor
2026-04-14
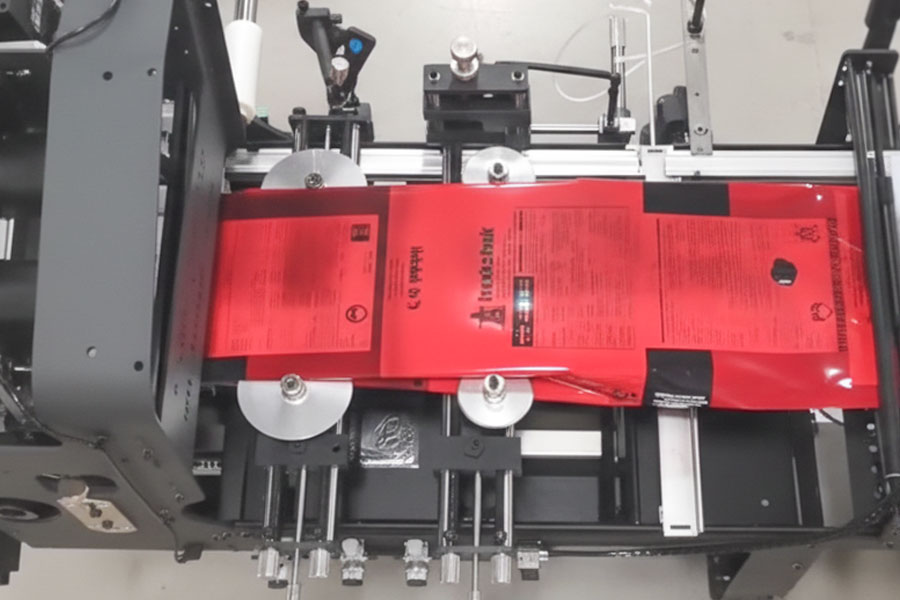
Overview: The aluminum foil layer packaging bags on a certain food packaging line frequently have double bag stacking on the conveyor belt, and the subsequent workstations are constantly passively processed. After the renovation, the judgment point was moved forward on site, and the MDSC-900E through type metal double detector was used to identify single bags and stacked bags in the conveying section. Then, abnormal bags were removed in conjunction, and the rhythm in the later section was significantly stabilized.
Answer: If there is a continuous aluminum foil layer inside the bag, a more secure approach is to place the detection point on the conveyor belt and let the packaging bag pass through the through type metal double sheet detection area. First, determine whether it is a single bag or a stacked bag, and then decide whether to release, reject or alarm, rather than waiting for the later station to make mistakes before remedying.
This food factory produces composite packaging bags with aluminum foil layers, which have high pre bagging and conveying speeds. At the beginning of the scene, the problem was not too complicated, and everyone generally believed that as long as the bag could stably pass through the photoelectric, the later part could naturally catch it. But after running for a period of time, the team found that the abnormality was not concentrated in the conveyor itself, but in the later workstations: sometimes in a beat, only one bag should come, but two bags stick together and pass through.
The most troublesome aspect of this anomaly is not that it causes major accidents every time, but that it continues to consume the efficiency of the production line. After the double bag enters the later stage, it may trigger rejection in mild cases, and in severe cases, it may cause rhythm misalignment, operator replenishment, and an increase in reset frequency. The problem is not earth shattering, but it happens every day.
How to determine if the packaging bag is one or two on the conveyor belt?
Answer: We cannot just look at whether a bag has passed by, but also whether the current signal exceeds the single bag window. For packaging bags with aluminum foil layers, what truly distinguishes them is the change in the total amount of metal layer inside the bag, rather than the appearance of the bag surface. Therefore, it is more suitable to use pass through metal double sheet detection for online judgment.
This renovation did not choose to completely overhaul the equipment structure, but instead focused on the most crucial point: as long as it can be determined in the conveying section whether a single bag or a stacked bag is passing through, there will be no need to passively bear many abnormalities in the later section. Considering the continuous aluminum foil layer inside the bag, the engineer ultimately decided on the MDSC-900E through type metal double detectorDual detectorUp there.
The reason is also very direct. 900EDual detectorIt is a non-contact detection structure that is suitable for placement on a conveyor line. When the packaging bag passes through the detection area along the conveyor belt normally, the system reads the signal changes caused by the metal layer inside the bag. A single bag is a set of windows, while stacking double or multiple bags will significantly exceed this window. In this way, the scene finally no longer relies on "guessing the bag surface status" to determine anomalies, but returns to a more stable metal layer signal itself.
| Method before renovation | on-site issue | Changes after renovation |
| Optoelectronics only check for passage | Unable to stably distinguish between single bags and stacked bags | 900E can directly identify changes in the total amount of metal layers and has the basis for determining single and double bags |
| Abnormalities are only exposed in the later stages | Late problem positioning and high processing costs | Move forward to the conveying section for identification, and the abnormal bags will be diverted first |
| Manually monitor and supplement positions | The rhythm is unstable when it is fast, and there are significant differences in shift changes | The detector outputs a stable judgment signal, and only the cause of the abnormality is manually processed |
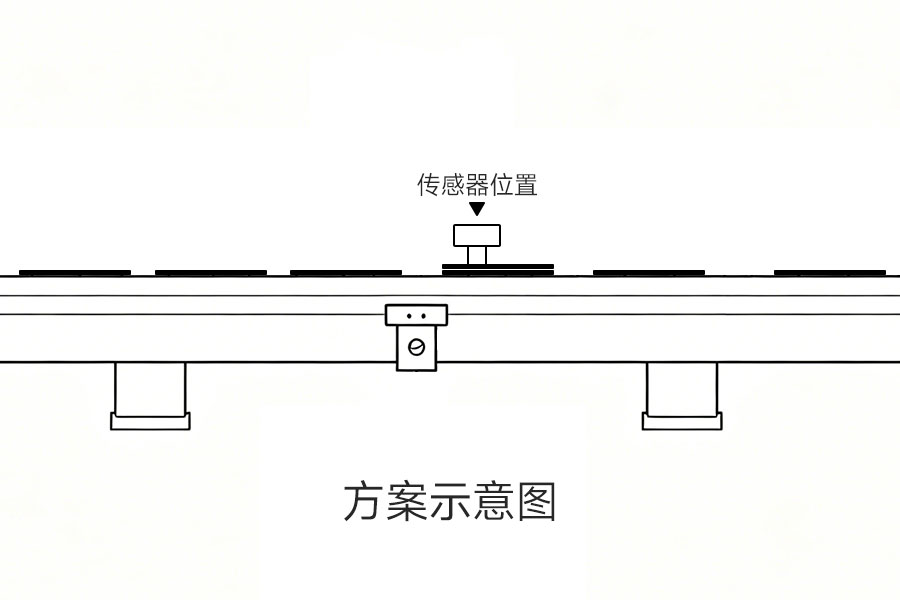
Many renovation projects have unstable effects, and the problem may not necessarily lie in the sensor itself, but in the wrong selection of detection points. In this case, the engineer initially tried to place the inspection position at a higher position, but the bag that had just entered the conveyor belt had unstable posture, many local wrinkles, random edge sealing positions, and large signal fluctuations. Later, the detection position was moved to a more stable linear conveying area, and the effect was significantly improved.
The adjusted logic is as follows: after the packaging bag passes through the bag sorting section, it first enters a conveyor area with a relatively consistent posture; When the bag passes through900E dual detectorIn the detection area, the system makes a judgment based on the pre taught single bag window; If the signal exceeds the window, a dual bag alarm will be output and linked to the subsequent gear stop or removal mechanism. After completing this step, the subsequent workstations will receive mostly single bags that have already been screened.
After the project went online, the feedback given by the workshop was very practical: there were significantly fewer inexplicable abnormalities at the later workstations. Previously, some issues that seemed like sealing, opening bags, or synchronizing rhythms were actually not recognized when looking back. After the detection point is moved forward, these issues will no longer be repeatedly transmitted to the back.
From the operation records, the team's most intuitive feelings are threefold:
Abnormal bags can be stopped earlier: no longer waiting for the later workstation to report an error before knowing that a stack of bags has entered earlier.
Manual monitoring of pressure drop: Operators do not need to continuously monitor the status of each bag, they only need to handle the abnormal points that have been reported.
Changing specifications is more systematic: After establishing parameters through demonstration for different bag types, on-site type changes no longer rely solely on empirical judgment.
The most memorable aspect of this case is:
For packaging bags with aluminum foil layers, double inspection does not have to wait until the bag is grabbed or opened. As long as the conveying posture is stable, single bag and stacked bag recognition can be completed on the conveyor belt. Move the detection point forward, so that the later stage does not have to pay for the problems in the earlier stage.
If your packaging bag also has a continuous aluminum foil layer inside, and the on-site problem is also focused on the link of "the bag has come, but is it one?", then this case has strong reference value. It states at least three things:
Can aluminum foil bag stacking be directly detected in the conveying section?
Answer: Yes, but the prerequisite is that there is a continuous aluminum foil layer inside the bag, the conveying posture is relatively stable, and single bag and double bag demonstrations have been completed using real bag samples. After meeting these conditions, the bag stacking recognition can be moved forward to the conveying section without waiting for the later station to detect abnormalities.
The focus of aluminum foil bag inspection is not on the appearance of the bag surface, but on the signal of the metal layer.
The through type metal double detector is suitable for online judgment in the conveying section, and does not necessarily have to be bound to a mechanical bag taking action.
Before formal import, it is still necessary to conduct single bag, double bag, folded bag, and offset bag tests using real bag samples, confirm the window first, and then discuss batch production.
In other words, this is not a project that can automatically succeed by just buying one sensor, but it is also not complex enough to require a major overhaul of the entire machine. As long as the bag structure is suitable, the detection position is accurate, and the linkage logic is clear,MDSC-900E dual detectorThis type of solution can be fully implemented on existing food packaging lines.
If you also encounter similar problems: there is an aluminum foil layer inside the packaging bag, and there are occasional double or multiple bag stacking on the conveyor belt, and the subsequent workstation frequently handles passively, then you can start with bag sample testing. After confirming the signal windows for single and stacked bags, decide whether to use the 900E pass through detection scheme.
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
