








Project Services
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
By clicking on the button “I accept” or by further usage of this website you express consent with usage of cookies as well as you grant us the permission to collect and process personal data about your activity on this website. Such information are used to determine personalised content and display of the relevant advertisement on social networks and other websites. More information about personal data processing can be found on this link Cookie Policy.
Agree
Single Sensor
Image Sensor
2026-04-16
A certain automotive parts enterprise focuses on the stamping production of automotive panels. The production line adopts a mixed mode of steel and aluminum materials. Due to the diverse types of panel models, frequent production changes, and high value of stamping molds, the double sheet inspection process has become the core key to ensuring the safe and stable operation of the production line.
Core pain points of the project
• Material adaptation challenge: The signal characteristics of steel plates (magnetic) and aluminum plates (non-magnetic) differ greatly, making it difficult for traditional detection equipment to be compatible and prone to missed or false detections.
Low efficiency of changeover: After each material and thickness switch, manual re adjustment of testing parameters is required, relying on the experience of operators, which is time-consuming and prone to errors.
Lack of interlocking reliability: The linkage between dual sheet detection and production line automation is weak, and abnormal response lags behind. There is a high risk of dual sheet material entering the mold, causing mold damage, and product scrap.
After multiple technical evaluations and on-site testing, the final selection was madeMDSC-9000S dual detectorComplete the transformation of the dual detection system on the production line, achieving stable, efficient, and reliable detection in steel aluminum mixed production lines, medium thick plates, and high cycle scenes.
| Working condition items | site conditions | Core requirements for dual image detection |
| Production material | Steel plate+aluminum plate mixed production line | The same system is compatible with magnetic and non-magnetic metal detection |
| Actual material thickness | 2.5-4.0mm (medium thick plate) | Independent parameter management for different materials and thicknesses, precise adaptation |
| Production line rhythm | 12SPM | Fast detection response, no delay, not becoming a bottleneck in the production line |
| Change frequency | High (switching between multiple models and specifications) | Quick changeover, one click parameter calling, reducing manual intervention |
| Installation requirements | The space of the robotic arm end effector is limited | Compact structure, easy to install and maintain, suitable for pre detection scenarios |
Realize precise detection of steel and aluminum material 2.5-4.0mm sheet metal with double tension, zero omissions, and low false positives.
The material and thickness change time has been reduced by more than 80%, without the need for manual repeated parameter adjustment.
The detection system is deeply interlocked with the production line PLC, providing immediate response to any abnormalities and preventing double sheet metal from entering the mold.
Adapt to 12SPM high cycle speed to ensure continuous and stable operation of the production line.
In response to the special working conditions of steel aluminum hybrid lines, medium thick plates, and high cycle times in this project, MDSC-9000S exhibits three irreplaceable core advantages:
Based on the dual principles of electromagnetic induction and eddy current, it is integrated and compatible with both magnetic (steel plate) and non-magnetic (aluminum plate) metals, with a detection range of:
Steel plate: 0.2-4.0mm (fully covering project requirements of 2.5-4.0mm)
Aluminum plate: 0.2-4.0mm (perfectly matching the material thickness range of the project)
Thoroughly solving the pain points of traditional equipment's "material and equipment detection", a system meets the requirements of mixed production lines.
The device is equipped with 200 sets of formula storage functions, which can independently establish detection parameters based on material and thickness (this project is divided into "steel plate formula" and "aluminum plate formula", each covering 2.5-4.0mm).
When changing models: The production line control system can call the corresponding formula with one click and complete parameter switching within 1 second.
Error prevention mechanism: Enforce the interlocking logic of "switching formulas first, then restoring automatic production" to prevent manual errors.
Adopting a compact contact type single probe design, it is small in size and light in weight, and can be directly integrated into the end effector of a robotic arm
Easy installation: No need to modify the production line structure, suitable for limited space scenarios.
Pre detection: The material grabbing and lifting process completes the detection instantly, intercepting double sheets as early as possible to reduce mold risks.
• Easy maintenance: The single probe structure has a low failure rate, easy calibration, and is suitable for high-frequency use in industrial sites.
Answer: From the perspective of detection range and material adaptability, this range belongs to9000SCan cover working conditions. Project practice has shown that stable operation can be achieved under the conditions of teaching the allocation of steel plates and aluminum plates, and interlocking with the changeover action.
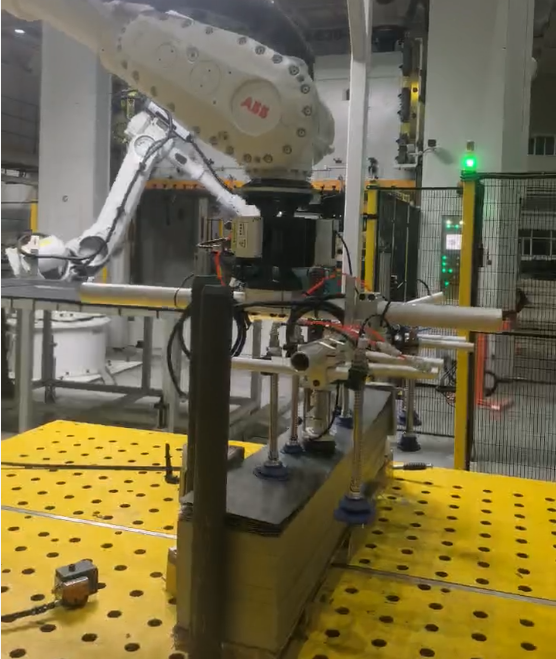
Translate into EnglishMDSC-9000SThe probe is installed on the gripper end of the robotic arm, and the detection is triggered when the sheet metal is grasped instantly and the posture is most stable:
Pre testing: Double sheet determination is completed before the sheet metal enters the feeding and stamping process.
Risk blocking: Double abnormal images are directly intercepted during the grasping process to prevent the risk from being transmitted to the mold area.
1. Formula classification: Establish 2 sets of core formulas based on materials
Steel plate formula: Suitable for all specifications of steel plates ranging from 2.5-4.0mm
Aluminum plate formula: Suitable for all specifications of aluminum plates ranging from 2.5-4.0mm
2. Replacement process: Production line replacement → System triggers formula switching instruction → Controller loads corresponding parameters → Confirm effectiveness → Resume automatic production.
3. Operating standards: It is prohibited to skip formula switching and directly produce, and parameter mismatches should be eliminated from the process.
Deep linkage between the system and the production line PLC, establishing a four level response mechanism:
1. Single sheet normal: Passed inspection, released for subsequent feeding and stamping actions.
2. Double abnormal: Immediately disable the current beat, trigger an audible and visual alarm, and prompt manual processing.
3. Continuous abnormality: If an abnormality is detected three times in a row, it will be upgraded to an equipment shutdown alarm to prevent the fault from expanding.
4. Type change reset: After the formula switch is completed and the system is confirmed, the interlock can be released and automatic operation can be restored.
Illustration prompt: [! Schematic diagram of double sheet inspection case for automobile stamping line: steel plate and aluminum plate are produced in the same line, 9000S single probe is installed before grabbing the material, single release, double sheet interception, realistic style of industrial site]
After the renovation was completed, after three consecutive months of stable operation verification, all indicators fully achieved the expected goals:
| Evaluation Objective | Implementation results | actual value |
| Steel aluminum mixed wire error prevention | 100% achieved | Double sheet false detection and missed detection rate reduced to 0, completely eliminating the risk of material parameter mismatch |
| 2.5-4.0mm coverage | 100% achieved | Stable detection of full thickness range and excellent signal consistency |
| 12SPM interlock stability | 100% achieved | Detection response<200ms, no delay, no lag, no impact on production line rhythm |
| Improved efficiency of changeover | Significant achievement | The changeover time has been reduced from 15 minutes to within 1 minute, and manual intervention has been reduced by 90% |
| Mold protection effect | Significant achievement | Zero double entry mold accidents, saving over 2 million yuan in mold maintenance and production losses annually |
Answer: Cannot be shared. The signal characteristics of the two materials are different. The stable approach is to teach materials separately and incorporate formula switching into the replacement standard process.
In typical scenarios of steel aluminum mixed wire for automotive panels, 2.5-4.0mm medium thick plates, and 12SPM high cycle, the value of MDSC-9000S lies not only in "detecting double tension", but also in:
Material adaptability: solving the problem of steel aluminum mixed line detection.
Multi formula management: achieve efficient and zero error changeover.
Pre interlock protection: Block risks from the source and safeguard high-value molds.
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
