








Project Services
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
By clicking on the button “I accept” or by further usage of this website you express consent with usage of cookies as well as you grant us the permission to collect and process personal data about your activity on this website. Such information are used to determine personalised content and display of the relevant advertisement on social networks and other websites. More information about personal data processing can be found on this link Cookie Policy.
Agree
Single Sensor
Image Sensor
2026-03-12
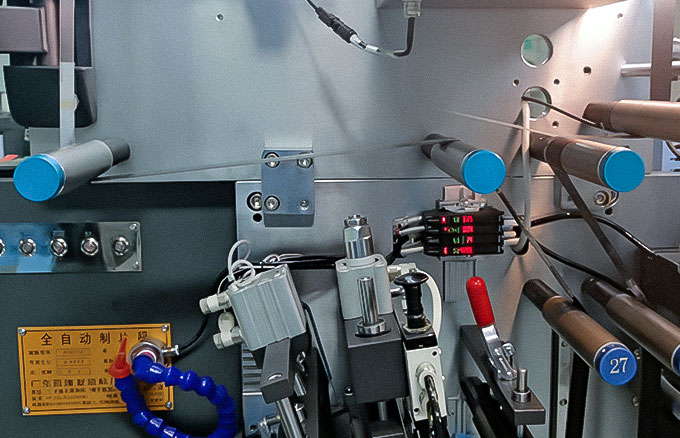
In the front-end process of power battery production and slitting, sensors face extremely demanding optical challenges. The substrate (copper foil/aluminum foil) has strong specular reflection characteristics, and the ear tape or termination tape to be tested often has a color very close to the substrate (such as a golden tape attached to a brass colored copper foil). This "low contrast+high reflectivity" working condition is the main technical bottleneck that causes frequent false alarms and a decrease in OEE (overall equipment efficiency) on the production line.
Technical Q&A section: Why do traditional photoelectric sensors often fail on copper foil?
Answer: Traditional color code sensors often use monochromatic light sources (red/green/blue), relying on the "intensity difference" (gray level) of the received reflected light to perform binary judgment on the signal. But on the surface of the copper foil:
1. Mirror reflection interference: Metal surfaces act like mirrors, and even small vibrations during high-speed motion can cause drastic fluctuations in reflected light intensity. This noise often masks the true signal of the tape.
2. Color difference submergence: The grayscale values of yellow tape and copper foil under monochromatic light are extremely close, not only "not clear", but even "not visible".
This case comes from a cylindrical battery production line of a leading lithium battery company in Guangdong. Even with the use of a domestic brand's color code sensor, the following problems still frequently occur after the film production speed is increased to 80m/min:
Missing detection and running out: The termination tape was not recognized, resulting in the roll material running out. The subsequent winding mechanism needs to stop and re thread the tape (with an average time of 1.5 hours).
False alarm shutdown: Oil stains or slight wrinkles on the surface of the copper foil were mistakenly identified as tape, triggering an emergency stop.
According to workshop data statistics, unplanned shutdowns caused by sensor false alarms on average exceed 3 times per shift, directly affecting production capacity delivery.
For metal reflective scenes and narrow installation spaces, it is recommended that customers adoptAtorm CL1 series fiber optic digital color sensorThe problem was solved through the following combination of software and hardware solutions.
To distinguish between "brass colored copper foil" and "golden tape", relying solely on intensity is not enough, and relying solely on color is also unstable when light fluctuates. The CL1 sensor has activated the C+I mode:
Logic AND: Simultaneously detect "RGB color components" and "light intensity and brightness".
Anti disturbance principle: Even if the copper foil shakes and causes drastic changes in brightness, the sensor will not report false alarms because its color composition (RGB ratio) remains unchanged; Only when the unique color components of the tape are detected and overlapped with a specific brightness range, will a signal be output.
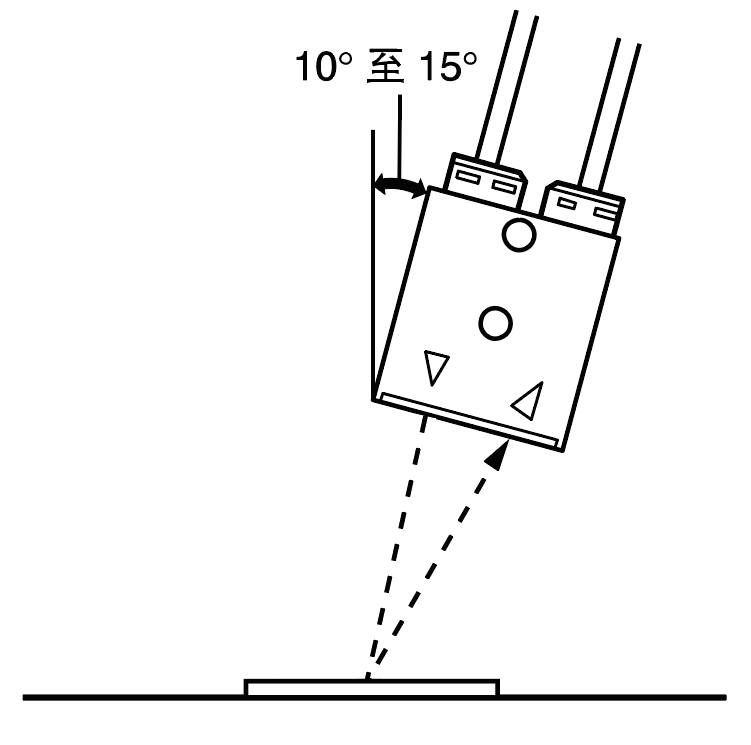
This is the most crucial step in on-site debugging. All sensors detecting highly reflective metal surfaces are strictly prohibited from being installed vertically.
Due toCL1 color sensorAdopting a split design, we install the compact fiber optic probe at a reverse tilt of 10 °~15 ° towards the ribbon. This angle avoids the strongest specular reflection light (noise) of copper foil and only receives diffuse reflection light (signal) with surface color characteristics of the object. The oscilloscope test shows that after tilted installation, the background noise level decreased by 65% and the signal-to-noise ratio significantly improved.
Faced with future acceleration demands (100-120 m/min), the CL1 is set to Super High Speed mode with a response time of only 200 μ s. During high-speed operation, even a 3mm wide ear tape can ensure the collection of at least 5-8 effective signal points, ensuring zero missed detections.
The continuous tracking test data for a period of 30 days is as follows:
| test metrics | Before renovation (traditional monochrome photoelectric) | After renovation (Atorm CL1+C+I mode) | result |
|---|---|---|---|
| False alarm shutdown (times/shift) | 3.5 times | 0 times | Thoroughly eliminate false alarms |
| Leakage rate of adhesive tape | 1.2% | 0 | Detection rate 100% |
| Change teaching time | ~20 minutes (manually adjust threshold) | ≪ 1 minute(Two point demonstration) | Greatly simplified operation |
In lithium battery manufacturing, the optical properties of materials (high reflectivity, low contrast) determine that ordinary sensors are not capable. By introducing intelligent fiber optic sensors that support RGB true color recognition and C+I dual-mode algorithms, not only has the current pain point of false alarms been solved, but technical redundancy has also been reserved for future production line acceleration.
For processes such as film production, slitting, and die-cutting (usually due to limited installation space), it is recommended to prioritize fiber optic color sensors when selecting, and require RGB light sources and dual-mode color+brightness functions. And reserve adjustable angle installation brackets (10-15 °) during the equipment design phase, which is the best practice for low-cost improvement of detection rate.
Solution Design
Application Validation Support
Parameter Optimization Guidance
Commissioning Support
