项目服务
行业工况评估与方案设计
样机测试与应用验证支持
传感器选型与参数匹配建议
现场集成与调试技术支持
2026-03-12
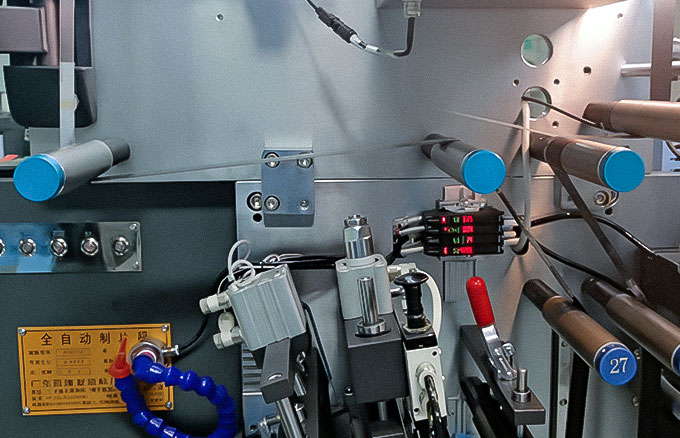
在动力电池的前端工序——制片与分条中,传感器面临着极其严苛的光学挑战。基材(铜箔/铝箔)具有强烈的镜面反射特性,而待检测的极耳胶带或终止胶带往往与基材颜色非常接近(如金黄色胶带贴在黄铜色铜箔上)。这种“低对比度+高反光”的工况,是造成产线误报频繁、OEE(设备综合效率)降低的主要技术瓶颈。
技术问答栏:为什么传统光电传感器在铜箔上经常失效?
答:传统色标传感器多采用单色光源(红/绿/蓝),依靠接收反射光的“强度差”(灰度级)来对信号进行二值化判定。但在铜箔表面:
1. 镜面反射干扰: 金属表面像镜子一样,高速运动中的微小抖动都会导致反射光强剧烈波动,这种噪声往往掩盖了胶带的真实信号。
2. 色差淹没: 黄色胶带与铜箔在单色光下的灰度值极为接近,不仅“看不清”,甚至可以说“看不见”。
该案例来自广东某头部锂电企业的圆柱电池产线。即便使用了某国产品牌的色标传感器,在制片速度提升至 80m/min 后,依然频繁出现以下问题:
漏检跑空: 终止胶带未被识别,导致卷料跑空,后续收卷机构需停机重新穿带(平均耗时 1.5 小时)。
误报停机: 铜箔表面的油渍或轻微褶皱被误判为胶带,触发急停。
据车间数据统计,单班次因传感器误报导致的非计划停机平均达 3 次以上,直接影响了产能交付。
针对金属反光场景与狭窄的安装空间,推荐客户采用阿童木 CL1 系列光纤式数字颜色传感器,通过以下软硬件组合方案解决了问题。
为了区分“黄铜色的铜箔”和“金黄色的胶带”,单纯靠亮度(Intensity)是不够的,单纯靠颜色(Color)在光线波动时也不稳定。CL1 传感器开启了 C+I 模式:
逻辑与(AND): 同时检测“RGB颜色成分”和“光强亮度”。
抗扰原理: 即使铜箔抖动导致亮度剧烈变化,但因为其颜色成分(RGB比例)未变,传感器不会误报;只有当检测到胶带特有的颜色成分叠加特定的亮度范围时,才输出信号。
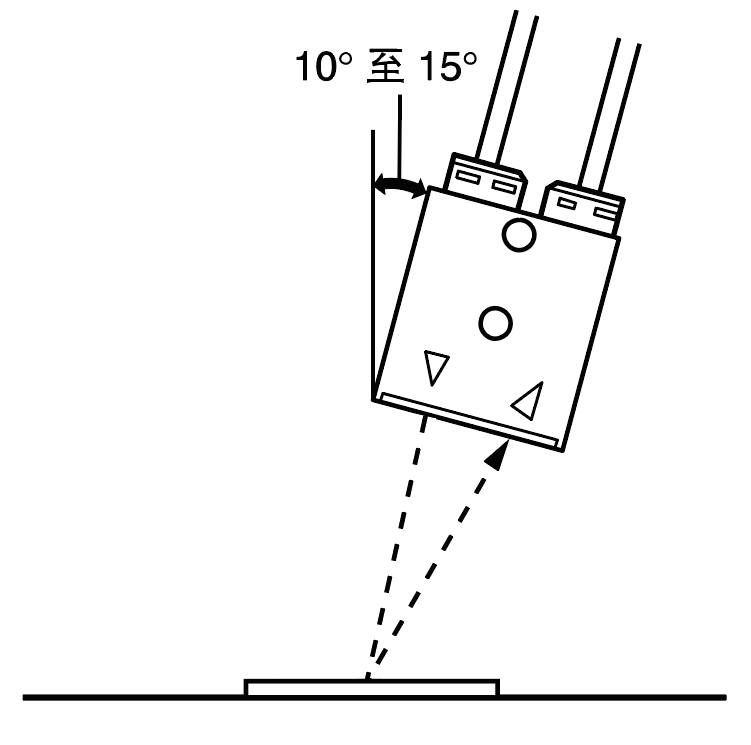
这是现场调试中最关键的一步。所有检测高反光金属面的传感器,严禁垂直安装。
由于 CL1颜色传感器 采用分体式设计,我们将小巧的光纤探头向走带逆向倾斜 10°~15° 安装。这一角度避开了铜箔最强烈的镜面反射光(噪声),只接收带有物体表面颜色特征的漫反射光(信号)。示波器实测显示,倾斜安装后,背景噪声电平降低了 65%,信噪比显著提升。
面对未来的提速需求(100-120m/min),CL1 设定为 Super High Speed 模式,响应时间仅为 200μs。在高速运行中,即使是宽度仅 3mm 的极耳胶带,也能保证至少采集到 5-8 个有效信号点,确保零漏检。
为期 30 天的连续跟踪测试数据如下:
| 测试指标 | 改造前(传统单色光电) | 改造后(阿童木 CL1 + C+I模式) | 结果 |
|---|---|---|---|
| 误报停机(次/班) | 3.5 次 | 0 次 | 彻底消除虚警 |
| 胶带漏检率 | 1.2% | 0% | 检出率 100% |
| 换型示教时间 | ~20 分钟 (手动调阈值) | < 1 分钟 (两点示教) | 操作极大简化 |
在锂电制造中,材料的光学特性(高反光、低对比度)决定了普通传感器无法胜任。通过引入支持 RGB 真彩色识别及 C+I 双模算法的智能光纤传感器,不仅解决了当前的误报痛点,也为未来产线提速预留了技术冗余。
对于制片、分条、模切等工序(通常安装空间受促),建议在选型时优先考虑光纤式颜色传感器,并要求具备 RGB 光源 及 颜色+亮度双模 功能。并在设备设计阶段预留可调节角度的安装支架(10-15°),这是低成本提升检出率的最佳实践。