








2026-05-28
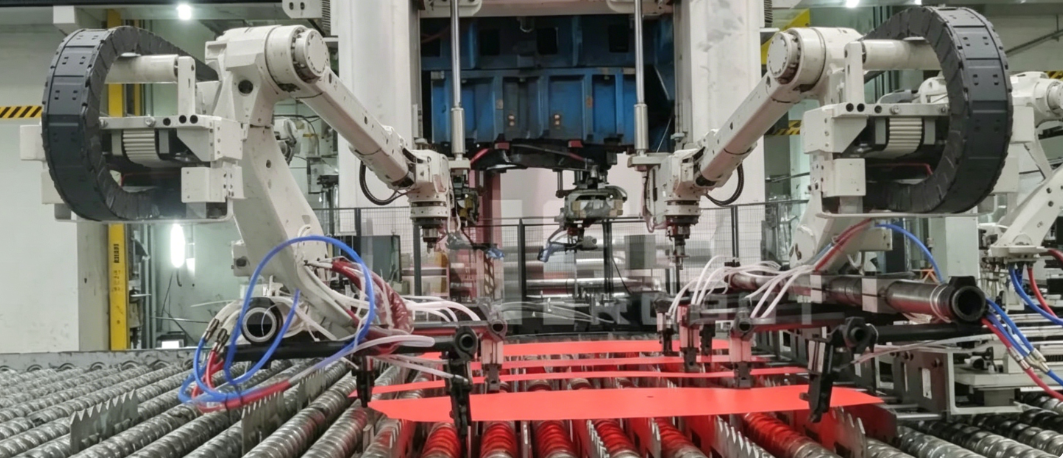
热压为什么会出现叠料?源头解决叠料不良方案
热压为什么会出现叠料?
1. 上料环节的叠料
这是最常见的原因:
人工上料:- 薄板材(尤其是0.5mm以下的铝、铜、不锈钢)表面光滑,静电吸附力强
- 工人取料时很容易"一拿两张",自己都没发现
- 一个班次下来,叠料概率可达**0.5%-1%**
自动化上料:
- 分料器(磁吸/气吹/毛刷)长期使用后磨损,分料效果下降
- 板材平整度不好,导致真空吸盘同时吸起两张
- 视觉分料系统对透明/反光材料识别不准
2. 传送过程中的叠料
- 多工位热压生产线,板材在工位间传送时定位偏移
- 前一张料还没完全移出,后一张就进来了
- 传送导轨磨损、定位销松动导致来料重叠
3. 多层材料对位偏差
很多热压工艺本身就是**多层材料复合**:
- 燃料电池MEA:质子交换膜 + 催化层 + 气体扩散层
- 锂电池CCS集成母排:铝巴 + 绝缘膜 + 导热胶
- 手机中板:不锈钢片 + 散热石墨片
如果对位机构精度不够,或者材料张力控制不好,本该"对齐层叠"的变成了"错位重叠"**——相当于在同一个位置出现了两张料。
热压叠料的危害
| 对比项 | 冲压叠料 | 热压叠料 |
| 发现时机 | 模具卡住、异响,马上发现 | 热压后外观可能正常,流到下工序才发现 |
| 损失程度 | 模具损坏 + 1张料报废 | 整层复合材报废 + 加热能耗损失 |
| 损失金额 | 几千-几万 | 几万-几十万(批量问题) |
| 安全风险 | 模具崩裂飞出 | 叠料超厚导致热压机过载、液压缸损坏 |
阿童木方案如何解决热压叠料?
热压叠料检测有个特殊难点:**很多热压材料是多层的,系统要能区分"正常多层"和"异常叠料"。
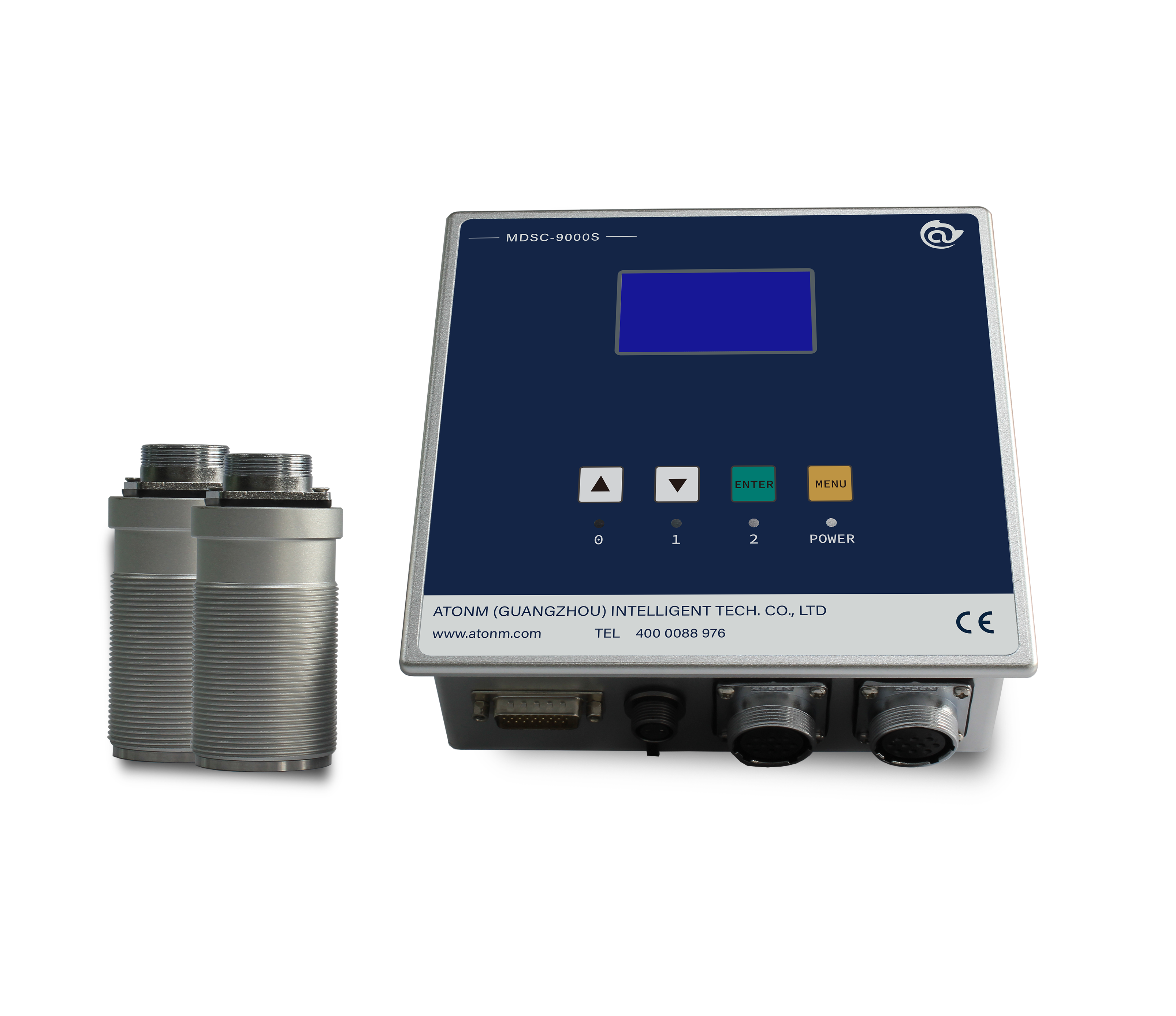
阿童木方案的核心优势:
1. 配方存储精准区分
- 100组配方预存不同材料的标准厚度值
- 正常3层材料 → 判定OK
- 异常4层材料 → 判定NG并报警
- 换产一键切换,无需重新校准
2. 检测位置灵活布置
- 装在上料工位:机械手取料后先过检测,再进热压机
- 装在传送带上:料片传送过程中检测,不占用节拍
- M18小探头轻松嵌入热压机紧凑的上料空间
3. 薄料检测能力强
- 稳定检测0.1mm厚度,覆盖绝大多数热压薄膜材料
- 铝、铜、不锈钢等非磁性材料全覆盖
-总结一句话: 热压叠料不是"会不会"的问题,是"什么时候发生"的问题——而且一旦发生,损失比冲压大得多。热压机前面加一套双张检测,是性价比极高的风险防控措施。
