








2026-05-21
GB 38031-2025倒计时60天:你的巴片焊接检测跟上了吗?
2026年7月1日,GB 38031-2025《电动汽车用动力蓄电池安全要求》将正式实施。这一版新国标最核心的变化是:动力电池发生热失控后,必须不起火、不爆炸。
注意,是“不起火、不爆炸”,而不是旧版要求的“着火爆炸前5分钟提供报警信号”。
这意味着什么?意味着标准从“给你留逃生时间”升级为“根本不能出事”。对电池企业而言,这不是修修补补的升级,而是从设计到制造的全链条重新审视。
而在这一轮审视中,有一个环节被长期忽视——巴片焊接前的单双张检测。
巴片:电池包里最容易被忽略的“桥梁”
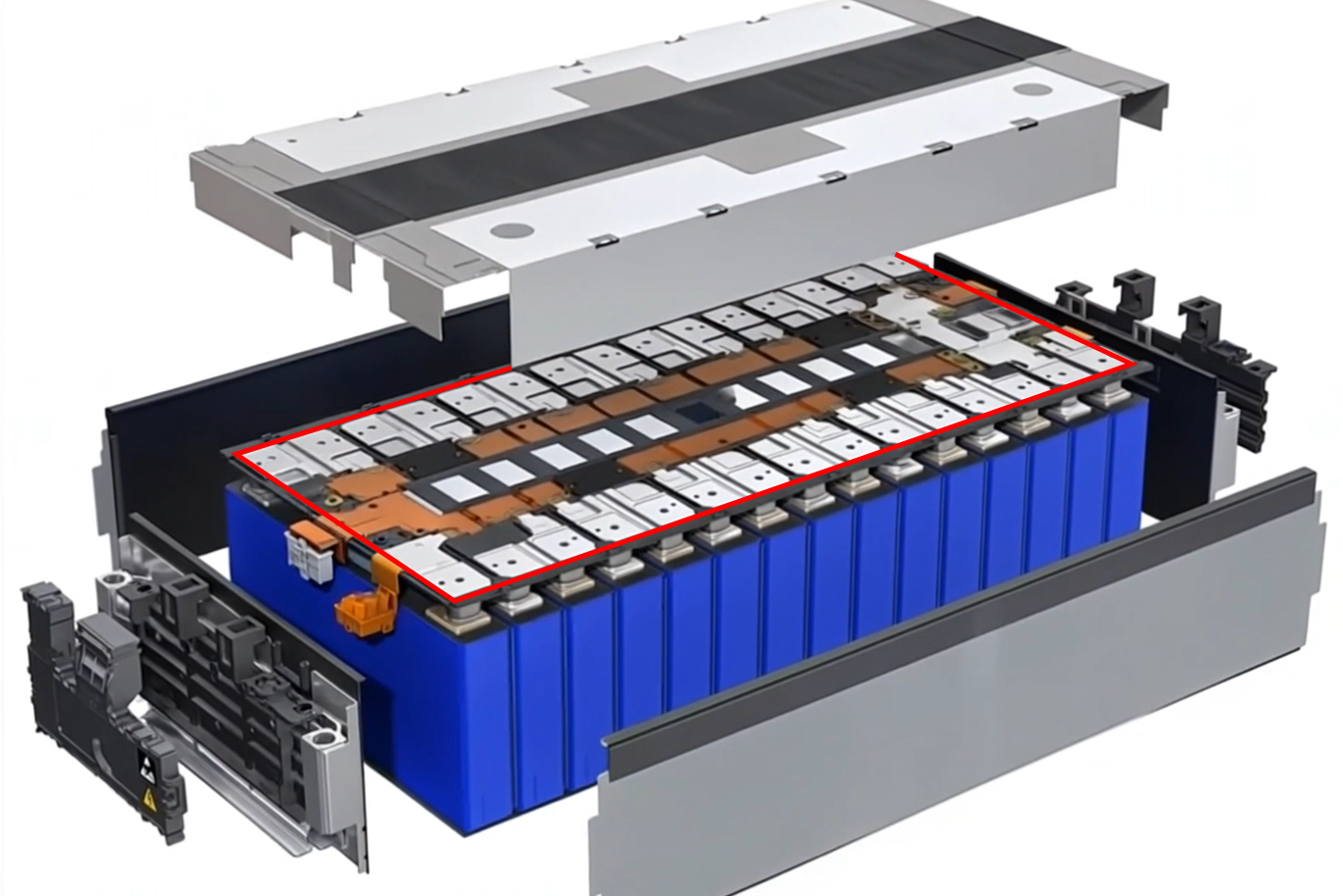
巴片,也叫汇流排(Busbar),是电池模组内用于连接电芯正负极的金属导电条。当电池包需要将成百上千颗电芯串联或并联起来时,全靠这些巴片作为电流传输的“桥梁”。
这个桥梁的工作环境相当严苛:大电流通过时会产生热量,长期充放电循环中还要承受温度交变和机械振动。一旦某个焊点出现问题,整条电流通道都会受到影响。
而巴片的材质多为铜或铝,厚度通常在0.3mm-2mm之间,属于典型的薄小片料。这种规格的金属件在来料、搬运、供料过程中,极容易出现两张甚至多张叠合在一起的情况。
虚焊:热失控链条的第一环
说到虚焊,行业并不陌生。虚焊的本质是焊接不充分,导致连接点接触电阻偏高。
接触电阻高意味着什么?
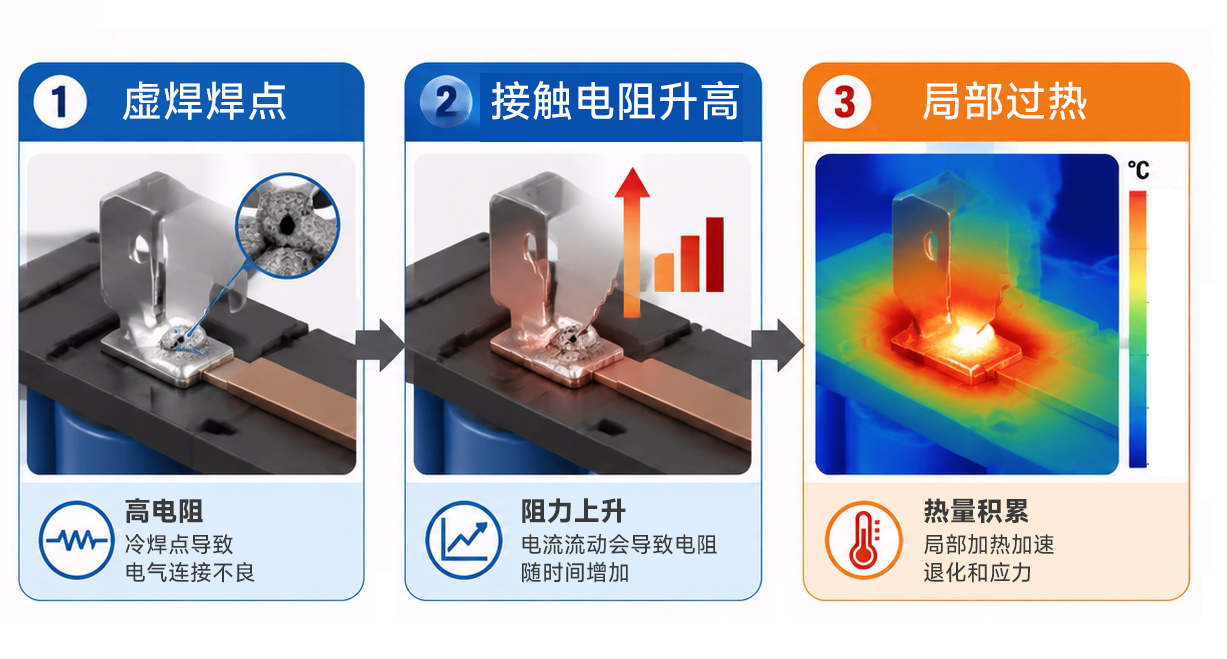
正常焊点的电阻可能是微欧级别,微小差异不会影响使用。但虚焊点的电阻可能高出正常值数倍甚至数十倍。当大电流通过时,根据焦耳定律 Q=I²Rt,电阻越大,发热量按平方关系增长。
这不是线性关系。100A电流下,1mΩ的焊点每秒产生10W热量;如果虚焊导致电阻升到10mΩ,这个数字就变成1000W。更关键的是,发热会让接触电阻进一步增大——金属温度升高会加剧氧化,而氧化层又让电阻更高。这是一个正反馈:温度升高→电阻增大→发热加剧→温度继续升高。
当局部温度超过隔膜的耐温极限(通常在130°C-160°C之间),隔膜收缩、正负极短路,热失控就此触发。
这就是电池包热失控的经典链条:虚焊→接触电阻升高→局部过热→热-电正反馈→热失控。
巴片双张:虚焊的隐藏根源
问题来了:虚焊是怎么产生的?
工艺参数不当、焊接面污染、材料厚度差异……这些是常见原因。但还有一个更隐蔽的根因,在很多工厂里从未被系统排查过——巴片双张。
所谓双张,就是两张巴片叠在一起进入焊接工位。表面看只是一片金属,厚度仪测出来似乎正常,等激光焊接完成,才发现下面还藏着一张。
为什么会发生双张?
薄小金属片料在自动化产线上极易粘连。静电吸附、油膜作用、磁吸效应……任何一种物理现象都可能导致两张薄片叠合在一起。更棘手的是,这种叠合往往没有明显的外观异常,不仔细检测根本发现不了。
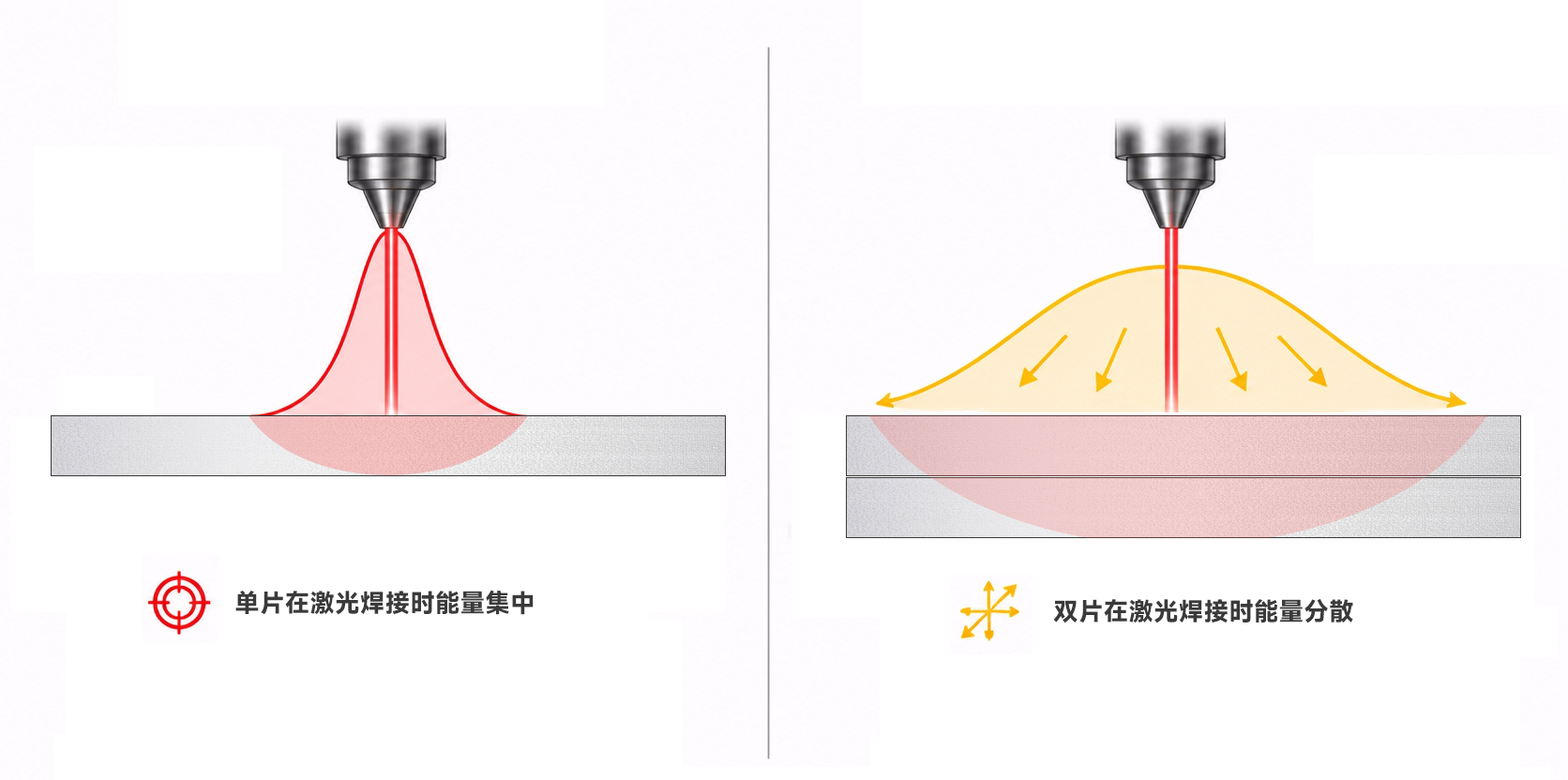
双张焊接的后果是什么?
当两层金属同时进入焊接区,激光能量的穿透深度被严重分散。第一层可能熔透了,第二层根本没能形成有效连接——或者两层都熔了,但融合界面不均匀,形成内部空洞和微裂纹。
无论哪种情况,焊接后的接触电阻都会显著偏高。
更致命的是:这个隐患在焊接后几乎无法补救。事后检测能发现虚焊,但无法改变虚焊的事实——要么拆开返工,要么直接报废。拆开返工的成本是正常焊接的数倍,而直接报废则意味着材料、工时、产能的全部损失。
焊接前检测:比焊接后检测更划算的逻辑
行业内对焊接质量检测并不陌生。X射线检测、红外热成像、微欧电阻测量、拉伸剪切测试……这些手段可以有效检出虚焊。
但问题在于:检出虚焊 ≠ 消灭虚焊。
检出之后,要么返工,要么报废。虚焊已经发生了,损失已经造成了。检测只是把废品挑出来,而不是让废品不发生。
真正高效的质量管控,应该是在虚焊形成之前就把隐患拦截掉——在巴片进入焊接工位之前,就检测出双张问题。
这个逻辑并不新鲜。在极耳焊接工序,单双张检测已经是行业共识。没有哪家正规的锂电工厂会在极耳焊接前不做材料检测。但同样的逻辑延伸到巴片焊接工序时,却常常被忽视。
原因可能是多方面的:巴片比极耳更小、更薄,检测难度更大;或者产线空间紧凑,没有预留检测工位;或者干脆不知道有专门针对薄小片料的单双张检测方案。
但无论原因是什么,忽视巴片焊接前的单双张检测,就是在为虚焊开绿灯。
为什么是现在:倒计时与窗口期
GB 38031-2025的实施,给整个动力电池行业设置了明确的合规截止线:2026年7月1日。
新国标对热失控的要求是“不起火、不爆炸”,这不仅是测试标准的升级,更是对制造体系的系统性要求。一个电池包如果在制造端就存在虚焊隐患,在滥用工况下触发热失控的概率会显著上升。
监管趋势指向一个方向:制造过程的防错设计会越来越被重视。事后检测的通过率再高,也不如事前拦截来得可靠。
对于电池企业而言,现在是一个关键的窗口期:在新国标正式实施之前,审视现有产线的防错体系,补齐巴片焊接前的检测短板。
这不是额外的成本投入,而是降低合规风险、减少质量损失的系统性选择。
方案:巴片焊接前的单双张检测怎么选
说到检测方案,行业里对单双张检测并不陌生。但巴片的特殊性在于:厚度薄、尺寸小、产线空间紧凑。
传统的单双张检测方案,多为大型设备或接触式测量,不一定适配巴片产线的紧凑工位。而单纯依赖人工目检,受限于视觉疲劳和注意力波动,漏检率难以控制。
针对薄小片料的单双张检测,目前市面上有更适配的方案。以电感式检测技术为例,通过探头测量金属材料的电感量变化来判断单双张状态。这种方式对磁性材料和非磁性材料均有良好的适应性,且探头尺寸可以做得更小。
这里介绍一种适合巴片焊接场景的检测方案——MDSC-8500S系列,采用M18小探头设计,专为薄小片料检测优化。

为什么适合巴片场景?
巴片通常为铜或铝材,厚度集中在0.3mm-2mm,而且尺寸偏小。M18探头体积小,可以在产线紧凑工位灵活安装,不需要大幅改造现有布局。
RS485通讯带来的不只是报警
8500S系列支持RS485通讯(Modbus RTU协议),这意味着它不只能输出开关量报警信号,还能实时传输检测数值。
在实际应用中,这意味着两层价值:
一是趋势监控。检测数值可以实时采集和记录,通过趋势分析判断材料状态是否稳定。如果电感量持续偏高,可能暗示材料规格变化或上料机构存在异常。
二是过程追溯。每次检测的结果都有数据记录,当批次质量出现问题时,可以回溯到具体的检测工位和时间点。
方案已在头部电池厂验证
MDSC-8500S系列已在部分头部电池企业产线上应用验证,适配巴片焊接前的检测场景。
推动行业标准:巴片检测应该成为标配
写到这里,我想提出一个观点:巴片焊接前的单双张检测,不应该只是“选配”,而应该是“标配”。
极耳焊接前做材料检测,已经成为行业共识。但同样的质量管控逻辑,为什么在巴片焊接环节就被忽视了?
根源可能在于认知惯性。极耳是电芯制造的核心工序,检测体系成熟,供应商方案多。而巴片是模组装配环节,检测需求出现较晚,方案成熟度相对滞后。
但认知惯性不能成为质量短板的借口。巴片双张导致的虚焊,与极耳双张导致的虚焊,在失效机理上没有任何区别——都是焊接能量分散、融合界面不良、接触电阻升高。
极耳虚焊会引发热失控,巴片虚焊同样会。
在GB 38031-2025即将实施的背景下,行业需要重新审视巴片焊接环节的防错设计。推动“巴片焊接前单双张检测”成为行业标准,不是某个设备供应商的商业诉求,而是关乎电池安全底线的行业共识。
当一家头部企业率先在产线上完成巴片焊接前的单双张检测部署,并验证了方案的有效性,这个实践就会成为行业标杆,带动更多企业跟进——就像极耳焊接检测从选配到标配的演进路径一样。
结语
回到开篇的话题:GB 38031-2025将在不到两个月后正式实施。“不起火、不爆炸”的硬性要求,意味着电池企业不能再有任何制造环节的侥幸心理。
虚焊是热失控的重要诱因,而巴片双张是虚焊的隐藏根源。在焊接前检测并拦截双张隐患,比焊接后再检出虚焊,代价更低、效果更好。
这个逻辑并不复杂,难的是认知上的转变——认识到巴片焊接前的单双张检测,与极耳焊接前的检测同等重要。
希望这篇文章能让更多人意识到这一点。
