2026-03-09
告别“漏调参数”引发的撞模事故:某新能源车企冲压线防双张防呆改造纪实-9000T
项目背景:
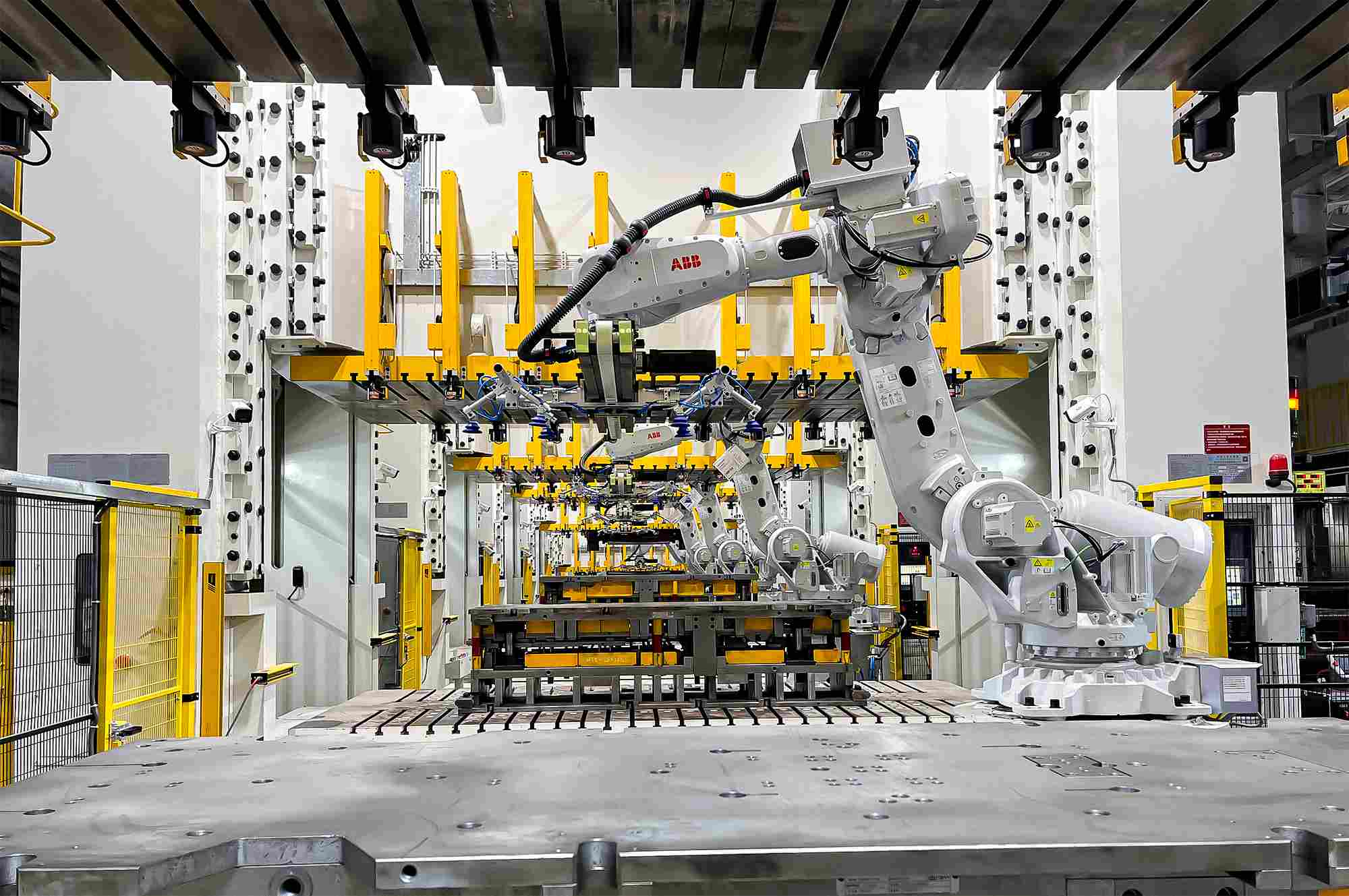
华东某新能源头部车企冲压车间,拥有一条7000吨级全自动冲压线。该产线承接了包括铝合金四门两盖、高强钢结构件等数十种零部件的冲压任务,日均换模次数高达 4~6 次。近期因为连续发生了几起由“双张叠料”引起的模具受损与停机事件,工程部决定对原有的进料检测环节进行彻底的技术改造。
一、“隐形炸弹”:一次人工漏调暴露的架构缺陷
该车企冲压车间此前的自动化程度不可谓不高,每一台拆垛机器人末端都安装了某品牌的双张检测仪。但在深入产线排查后,我们技术团队发现了一个在多品类共线生产中极易被忽视的隐患:参数管理的“孤岛效应”。
在以往的作业流程中,这款传统的基础检测仪只负责一件事——向 PLC 输出高低电平的 I/O 开关信号。由于不同材质(铝板、低碳钢、高强钢)的导磁率、电涡流特性天差地别,每次更换板材,都需要现场操作工利用控制面板上的旋钮,手动调取对应的材质标定配方。
一次夜班换型中,操作工因为疲劳遗漏了这一关键步骤,导致机器依然使用铝板的参数在测高强钢,检测器给出“单张正常”的错误信号,两层高强钢顺利滑入模具。后果就是“砰”的一声闷响,价值数十万的关键模具发生崩刃,产线因此停工了整整 14 个小时。
二、技术复盘:为什么只能输出开关量的设备不够用了?
在后来的改造碰头会上,车企的设备工程师一针见血地指出了问题:现代冲压线的节拍是每分钟十几冲次,把“防呆”的重任压在人工核对参数上,本身就是在赌运气。
传统设备的局限性主要体现在两点:
数据断层无法追溯:只有单纯的“OK/NG”开关量,PLC 根本不知道当前传感器的检测基准是什么。报警时没有实时的厚度曲线波动数据,质检工程师事后查表只能看到“系统停机报警”,无法进行定量分析。
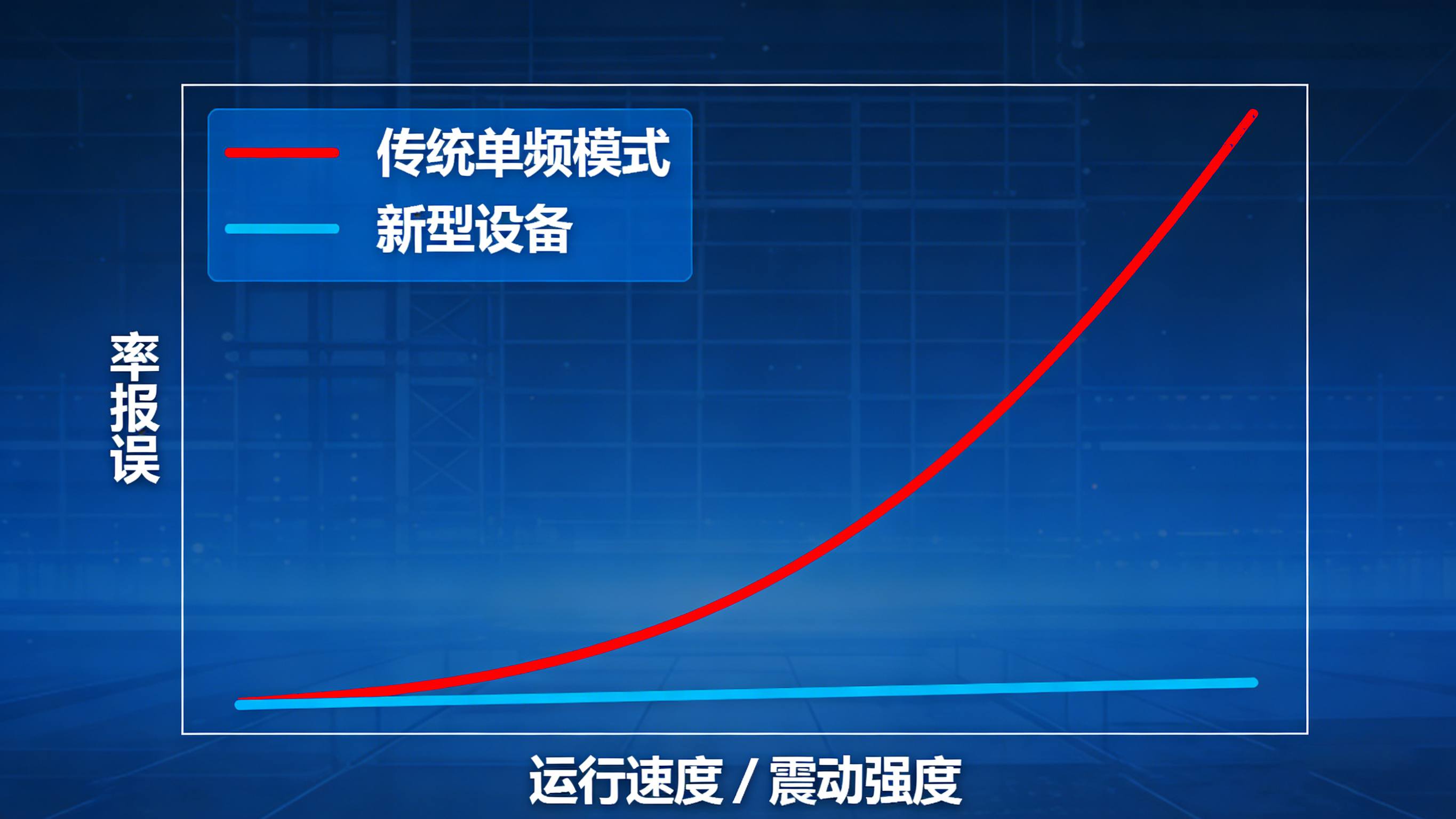
单频极易受材质波动干扰:面对越来越薄的高导电率铝板涂油工况,老款设备的单一频率穿透算法容易出现衰减或过饱和,导致设备频繁在报警边缘横跳,误报率居高不下。
三、总线级改造方案设计:真正的“去人工化”
明确了痛点,改造逻辑非常清晰:必须剥夺人工手动调参的权限,把参数下发直接整合进产线的整体 PLC 配方中;同时提升底层的信号识别能力。车企最终选定了基于阿童木 MDSC-9000T 系列双张检测器(总线型)建立闭环体系。
1. Profinet 工业总线组网,下放配方控制权
MDSC-9000T 系统自带原生 Profinet 通讯协议。我们将检测器直接挂载到西门子的工业以太网环网中。现在产线换模时,中控室的 MES 系统向整线 PLC 下发新的生产工单,PLC 在调动换模小车的同时,同步通过以太网向阿童木双张检测器下发特定的“材料配方号”。
这使得检测器能内置调用其最高支持的千组配方之一。从碳钢到铝板,从 0.2mm 到 4.0mm,传感器根据 PLC 指令在毫秒级自动切换标定参数。工人彻底不用再触碰传感器的控制台,真正做到了“防呆死锁”。
2. 双频协同算法,消除高光铝板误报
针对前期困扰客户的涂料铝板误报问题,此次改造摒弃了单频模式。利用系统自带的高低双频交替磁场检测技术,低频剥离外部震动噪声,高频对微弱的涡流阻抗进行精确捕捉。这一改变使不同厚度材料在系统内均能呈现高信噪比映射,有效解决了高速震动下由于信号畸变导致的错误报警。
四、落地数据与投产表现
经过为期三个月的满负荷试运行,这次局部技术升级交出了一份令工程部非常满意的答卷:
停机率断崖式下降:因人为漏调厚度参数引发的撞模事故在试运行期间未再出现,产线整体异常停机率较去年同期下降超过 90%。
数据追溯闭环:所有历史工作状态、每一片料的理论厚度反馈值,不仅展现在检测器自带的彩色屏幕上,更是完整回传并存储于客户的数据库中。一旦出现异常板材,品质部门有充分的底层依据倒逼上游供应商改善钢卷质量。
工程改造不容试错,欢迎现场验证
在汽车轻量化时代的冲压产线上,单一的开关量防御已经不足以支撑高频多品类的混合生产。升级到总线级、全闭环的双张检测平台,是提升整线OEE(设备综合效率)的高性价比选项。
如需了解具体技术参数,评估您的冲压产线是否适用于这套多总线通信的防双张方案,或申请样机实地测试,欢迎联系阿童木技术团队,我们提供免费现场测算服务。