








项目服务
行业工况评估与方案设计
样机测试与应用验证支持
传感器选型与参数匹配建议
现场集成与调试技术支持
2026-06-17
本次项目服务对象为华东地区汽车零部件一级配套企业,核心业务为国内头部新能源车企供应车身结构件、底盘冲压件,生产配套能力稳定、质量标准严苛。企业冲压车间现有4条自动化冲压产线,可承接12种车型冲压加工任务,生产板材包含冷轧钢板、镀锌板、高强度钢板,板材厚度区间为0.5mm–3.2mm。
随着下游新能源车企订单持续增量,企业为提升产能,将冲压产线运行节拍从8SPM提速至12SPM。产线提速、机械手取料节奏加快后,板材叠料、双张进料问题频发,为适配高速产线生产需求,彻底解决双张叠料难题,规避设备损坏、产能损耗、质量超标等问题,客户亟需一套高精度、高适配、自动化的双料检测解决方案。

结合客户多车型、多板材、高速混线生产的工况特点,针对模具损伤、产线停机、漏检超标三大核心痛点,项目落地阿童木MDSC-1000C双张检测器专项方案,无需改造产线主体结构,可快速适配高速冲压产线,核心适配优势如下:
- 全材质自适应检测:设备不区分金属板材材质,可兼容冷轧钢、镀锌板、高强钢等客户现场所有板材类型,通过自学习算法适配不同板材特性,换料无需更换设备、无需手动调试参数。
- 多组配方自动切换:内置100组材料配方存储功能,搭配Modbus485通讯协议,可对接产线PLC系统,根据生产车型自动调用对应检测配方,多车型混线生产换型实现零人工干预。
- 快速落地不影响排产:设备现货交付、安装调试便捷,改造周期短,可无缝对接现有生产计划,完全不干扰企业原有排产节奏。
3.1 核心设备参数
阿童木MDSC-1000C为工业通用型带通讯双张检测器,采用非接触式检测方式,适配各类金属板材冲压工况,核心技术参数如下:
| 参数项 | 规格详情 |
| 检测材质 | 钢板、铁板、铜板、铝板、镀锌板、不锈钢板等各类金属板材 |
| 检测厚度 | 铁/不锈钢:0.2–4.5mm;铜:0.1–4.0mm;铝:0.1–8.0mm |
| 响应速度 | 1200 pcs/min,适配高速冲压产线节拍 |
| 记忆组数 | 100组材料配方,支持多车型参数存储 |
| 通讯方式 | Modbus485 + NPN开关量输出,可对接PLC、MES系统 |
| 主机尺寸 | 132mm × 116mm × 48mm,体积小巧不占地 |
| 额定电压 | DC 24V/500mA,适配工业供电标准 |
| 检测方式 | 非接触式电磁检测,无耗材、无磨损 |
3.2 现场安装方案
结合客户4条冲压产线布局,在每条产线核心上料工位各部署1台MDSC-1000C双张检测器,共计4台,安装方案贴合现场工况、不占用生产空间、规避设备干扰,具体部署规范如下:
- 设备主机固定于冲压线护栏位置,方便操作工实时查看设备运行状态、日常运维,同时远离产线振动源,避免振动影响检测精度。
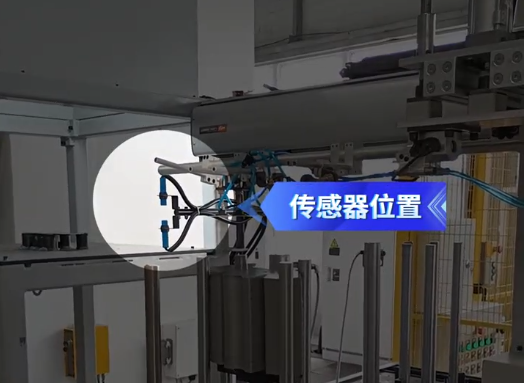
- 对射传感器(发射端/接收端)安装于料垛旁机械手取料必经路径,确保每一块板材均可全覆盖检测。
- 传感器探头间距设置为行业标准40mm,工作面正对安装,保证检测信号稳定;探头对视区域保持净空,无任何金属遮挡物,杜绝检测干扰。
- 设备信号通过Modbus485总线接入产线PLC控制系统,检测数据实时同步上传MES生产管理系统,实现数据可视化、可追溯。

3.3 自动化工作流程
设备上线后实现全自动化检测、判定、纠错,无需人工干预,完整运行流程如下:
1. 机械手从料垛自动抓取板材,携带板材经过传感器检测区域;
2. MDSC-1000C传感器自动采集板材电磁信号,与对应车型的预设配方阈值精准比对;
3. 单张板材判定:输出OK检测信号,PLC放行,机械手将板材送入模具完成冲压工序;
4. 双张板材判定:输出NG异常信号,触发现场声光报警,机械手自动将叠料投放至专用收集箱,随后重新取料;
5. 所有异常检测数据、生产检测记录实时上传MES系统,完成数据留存与追溯。
为保障设备高精度、稳定运行,项目调试阶段聚焦工况适配、换型验证、信号联调三大核心环节,同时规范布线工艺,规避现场干扰。
4.1 三步核心调试流程
- 第一步:真实料样示教标定:采用产线实际在用板材,分别完成单张、双张板材的信号学习示教,匹配现场真实生产工况。针对板材批次厚度公差波动问题,统一选取批次厚度中间值完成标定,保障检测容错性与精准度。
- 第二步:车型配方换型验证:针对现场12种生产车型,逐一建立、存储专属检测配方,全程验证PLC通过车型编号自动调用配方的准确性,确保多车型切换时参数无错乱、无需人工手动调参。
- 第三步:信号联调闭环验收:以「压机实际停机」为核心验收标准,区别于单纯灯光报警,手动塞入双张料片测试,确认压机停机、退料机构动作顺畅、MES异常记录完整,实现检测、报警、停机、记录全闭环。
4.2 布线抗干扰规范
施工阶段严格遵循工业布线标准,传感器信号线与设备动力线分桥架铺设,远离变频器等强干扰设备;信号线屏蔽层采用单端接地工艺,有效避免电磁干扰导致的检测阈值漂移,保障设备长期稳定运行。
设备上线稳定运行3个月后,客户产线叠料问题彻底解决,设备运维、生产效率、产品质量均实现大幅优化,核心指标改善情况如下:
| 核心指标 | 改善前 | 改善后 |
| 双张导致模具损坏频次 | 1–2次/月 | 连续3个月0次 |
| 双张故障产线停线次数 | 3–6次/周 | 0次/周 |
| 车型换型调参时间 | 30分钟/次 | 1分钟/次(配方一键自动调用) |
| 双张漏检情况 | 偶有发生,存在质量风险 | 零漏检、零误报 |
| 检测数据追溯能力 | 无数据记录,无法追溯 | MES实时留存数据,全程可追溯 |
客户生产主管实拍反馈:设备上线三个月,双张料引发的模具损坏、产线停线问题彻底解决。设备安装调试简单,员工无需复杂学习即可上手操作,运行稳定可靠,后续计划将厂区其余冲压产线全部完成加装升级。
本项目依托阿童木MDSC-1000C双张检测器,为汽车零部件冲压高速产线打造了一套低成本、高效率、零改造的双料检测解决方案,完美适配多车型、多板材、高节拍的混线生产工况。
方案落地全程无需改动产线主体结构,依托设备全材质兼容、多配方存储、自动化通讯联动的核心优势,快速解决了行业普遍存在的叠料损模、频繁停机、质量漏检三大痛点。经过3个月稳定运行验证,实现模具损坏归零、故障停线归零、双张漏检归零,大幅降低设备运维成本与质量风险,同时极致压缩车型换型时间,显著提升产线整体生产效率。
对于汽车零部件冲压生产企业而言,MDSC-1000C双张检测器是典型的「小投入、高回报」的智能化升级方案,部署快、效果稳、易推广,可广泛适配各类高速冲压产线的双料检测场景。
