








项目服务
行业工况评估与方案设计
样机测试与应用验证支持
传感器选型与参数匹配建议
现场集成与调试技术支持
2026-06-15
一、项目背景
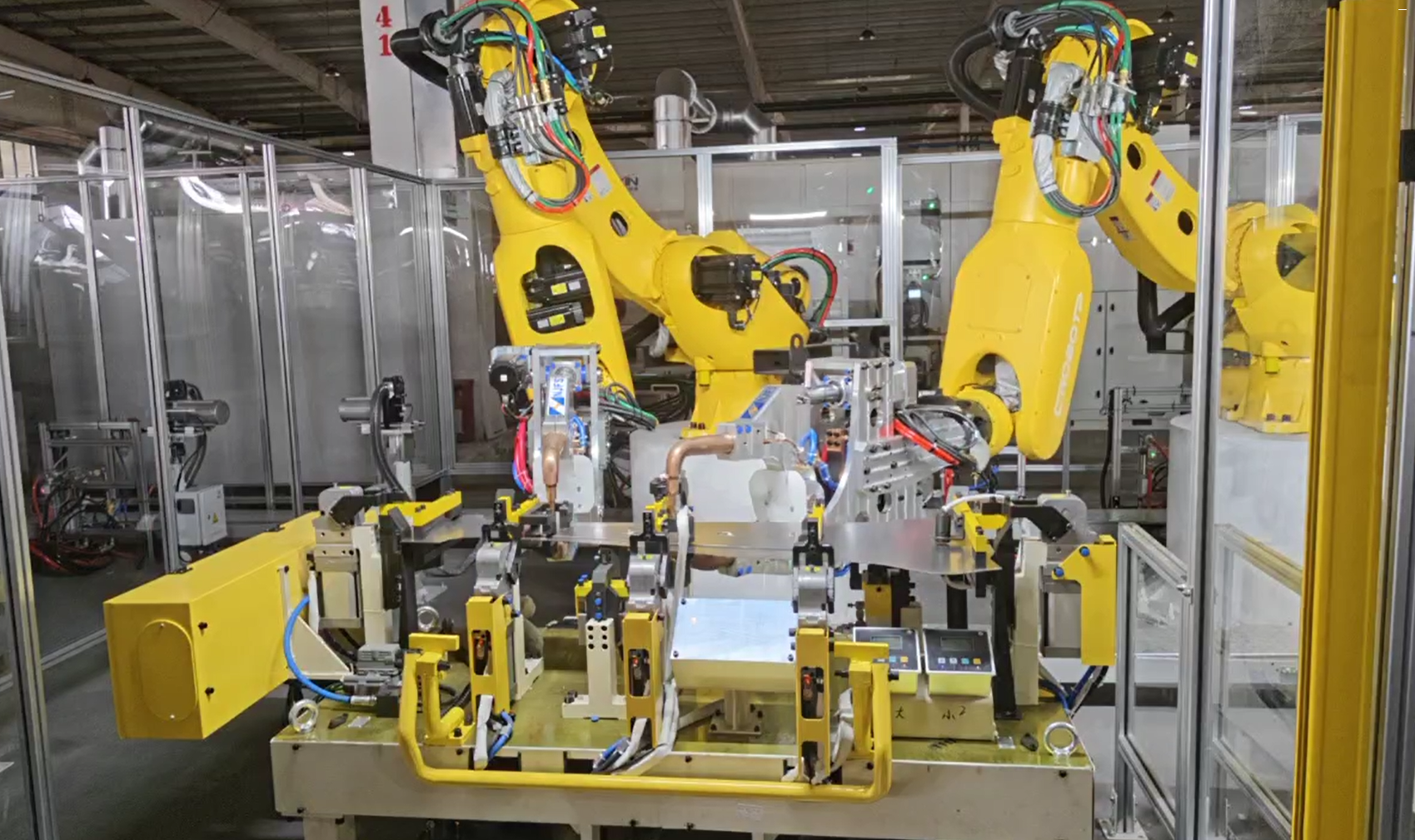
随着汽车车身轻量化和安全性能要求的持续提升,高强度钢板及激光拼焊板(补丁板)在车身制造中的应用日益广泛。在某新能源汽车制造商的焊接车间门环及A柱加强件产线上,大板(大型结构件)与补丁板(强化用小板)需要进行精确叠放焊接。
在实际生产中,由于板材表面残留防锈油膜及薄板自身特性,抓取机器人时常发生“双张”或“叠料”现象,即一次抓取或放置了两张板料。该问题带来的主要影响包括:
为此,客户决定引入阿童木MDSC-1500S双张检测器,通过技术手段实现叠料问题的有效管控。
二、解决方案
经现场工况勘查,技术团队采用两台阿童木MDSC-1500S双张检测器,分别部署于大板工位和补丁板工位。安装方式采用“夹具集成、通过式非接触检测”方案,充分利用现有夹具动作完成检测。
2.1 核心设备简介
阿童木MDSC-1500S是一款对射型金属双张检测器,具备以下特点:
2.2 部署架构
| 部署工位 | 检测对象 | 检测目的 |
|---|---|---|
| 大板工位 | 汽车侧围/门环大板 | 防止双层大板进入焊接环节,避免工装异常及焊接形变 |
| 补丁板工位 | 激光拼焊补丁板 | 确保补丁板为单张,避免点焊时出现多余夹层 |
2.3 安装方式
本方案将传感器探头直接集成到焊接工位的夹具结构中:
机械手将板材放置到位后,夹具合拢。此时两端探头对正,板材位于两探头之间(无接触),传感器立即执行通过式双张检测。
2.4 工作流程
三、方案价值
该方案实施后,产线运行稳定,主要价值体现在以下方面:
3.1 零节拍损失
检测动作与夹具合拢同步完成,不占用额外生产时间,对产线节拍无影响。
3.2 非接触检测
探头与板材表面无接触,对板材零影响,尤其适用于对表面质量有要求的汽车板材。
3.3 定位精准可靠
夹具合拢保证了探头与板材的相对位置一致性,检测条件稳定,有效降低误报率。
3.4 换产便捷
MDSC-1500S内置多组配方存储功能。切换不同厚度板材的车型时,PLC自动调用对应配方,无需人工调节。
四、应用成效
五、总结
本案例展示了阿童木MDSC-1500S双张检测器在汽车焊接产线中的一种高集成度应用方式。通过将探头分装于工位下方与夹具活动臂上,利用夹具合拢动作同步完成通过式非接触检测,既保证了检测可靠性,又实现了零节拍损失。
