








2026-04-20
铝箔袋叠袋怎么办?包装袋总是两个一起过去的处理思路
概述:
含铝箔层包装袋在输送段出现双袋、叠袋、两个一起过去,真正要解决的不是“看见袋子经过”,而是尽早判断当前经过的是单袋还是多袋叠放。处理顺序应当是:先确认袋型内部是否有连续铝箔层,再把检测点前移到姿态更稳定的输送段,用真实袋样建立单袋和叠袋阈值,最后再联动剔除或报警。这样比单纯靠人工盯检或只补一个光电,更容易形成稳定闭环。
铝箔袋叠袋怎么办?
答:先别急着改后段工位,也别直接把问题归到吸袋动作上。更稳的思路是先确认包装袋内部有没有连续铝箔层,再把检测点布到输送姿态更稳定的位置,用单袋和双袋实样做阈值测试,最后联动剔除或报警。对含铝箔层的包装袋,这条路径通常比只靠人工盯检更可控。
包装袋总是两个一起过去怎么处理?
答:处理顺序应当是“先排查成因,再建立检测闭环”。前者看静电、压叠、粘连和导向;后者看检测位、袋样测试、PLC 联动和异常剔除。只处理动作不处理判定,问题大概率还会反复出现。
一、包装袋为什么会两个一起过去,现场通常逃不开这几类原因
做食品包装的人都见过这个场景:传送带上看起来是一只袋子正常通过,后段却突然开袋异常、灌装错位或者节拍乱掉。回头一查,不是后段设备反应慢,而是前段已经让两只袋子贴在一起过去了。问题不在“有没有袋子”,而在“当前过去的是一只还是两只”。
这类叠袋通常由几种原因叠加产生:
静电吸附: 干燥季节、快速摩擦、堆叠转运后,袋面容易彼此吸住。
压叠变形: 空袋在打包、仓储和搬运过程中受压,局部贴合后更容易一起被带走。
边封轻微粘连: 前段制袋或热封状态波动,会留下肉眼不容易及时发现的粘连点。
导向不稳: 输送段抖动、转折位过近、袋姿飘动大,会让本来就贴近的袋子更难被区分。
人工复检跟不上节拍: 速度一上来,操作员很难持续稳定地盯住每一只袋子。
| 现场表现 | 高概率原因 | 先查什么 |
| 某一时段双袋明显增多 | 静电、湿度或上游袋仓状态变化 | 天气、除静电措施、补袋方式 |
| 同一批袋子反复出现粘连 | 边封粘连或袋体受压 | 袋样边封、包装堆码和转运方式 |
| 刚上输送带时最容易叠袋 | 姿态不稳、导向不足 | 检测位是否放在最乱的位置 |
| 后段频繁报码但前段看不出问题 | 缺少单双袋判定闭环 | 是否只有光电有无检测,没有叠袋识别 |
现场常见误区:
很多产线一看到“两个一起过去”,第一反应是加大吸力、加导板、或者让操作员盯紧一点。这些动作可能会改善一部分现象,但如果没有建立“单袋还是叠袋”的在线判定闭环,问题往往只是从一个工位挪到另一个工位。
二、处理顺序别搞反:先判断适不适合测,再决定用什么方式拦
对含铝箔层包装袋来说,真正有价值的不是袋面颜色,也不是图案轮廓,而是袋内金属层总量变化。也就是说,先要回答一个问题:这只袋子内部有没有连续铝箔层,能不能让单袋和双袋的信号差稳定拉开。如果这个条件成立,后面的检测和联动才有意义。
为什么普通光电经常分不清一只还是两只?
答:光电更擅长判断“有没有物体经过”,但对柔性包装的单双袋区分能力有限。因为褶皱、反光、印刷、姿态偏转都会干扰外观判断。含铝箔层包装袋更适合用金属层信号做判定,而不是只看袋面。
| 现场表现 | 高概率原因 | 先查什么 |
| 某一时段双袋明显增多 | 静电、湿度或上游袋仓状态变化 | 天气、除静电措施、补袋方式 |
| 同一批袋子反复出现粘连 | 边封粘连或袋体受压 | 袋样边封、包装堆码和转运方式 |
| 刚上输送带时最容易叠袋 | 姿态不稳、导向不足 | 检测位是否放在最乱的位置 |
| 后段频繁报码但前段看不出问题 | 缺少单双袋判定闭环 | 是否只有光电有无检测,没有叠袋识别 |
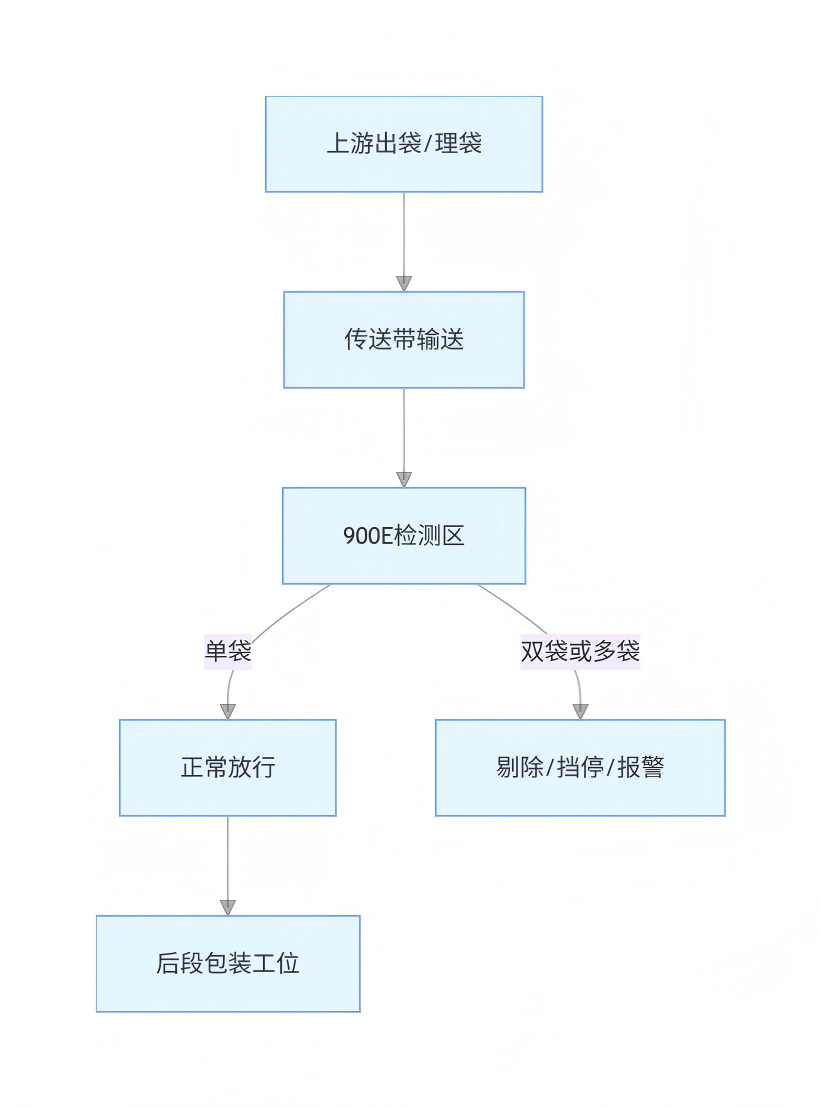
更直接地说,如果袋子内部没有连续铝箔层,或者经过检测位时姿态变化太大,那么先做输送与袋型边界确认,比一上来问型号更重要。如果袋子内部有稳定铝箔层,那么像阿童木 MDSC-900E 这类通过式金属双张检测器,就有机会在输送段把单双袋区分开。

三、一套更稳的处理思路:四步把叠袋问题前移处理
真正能落地的方案,不是某一个器件单独起作用,而是“排查 + 检测 + 联动”一起完成。对这类场景,更实用的处理顺序通常是下面四步。
1. 先确认袋型结构有没有检测基础
拿真实袋样看两件事:一是内部铝箔层是不是连续;二是单袋与双袋叠放时,检测信号有没有足够差值。这个步骤不要省。因为不是“只要叫铝箔袋”就一定适合测,边封镂空过大、铝层不连续、局部开窗过多,都可能影响稳定性。
2. 把检测点放到姿态更稳的位置
大多数失败案例,不是检测器本身不行,而是检测点布在袋子最乱的位置。刚出袋、刚落带、刚转弯的地方,褶皱和飘动都更明显。更合理的做法,是把检测点放在一段导向较好、袋姿更稳定的直线输送区,让判定基于更可重复的状态。
3. 用单袋、双袋和异常袋样一起做阈值
调试时不能只拿最标准的单袋样。至少要准备单袋、双袋、偏位袋、褶皱袋和边封朝前的袋样,把这些状态都跑一遍。因为现场真正出问题的,往往不是“最平整的双袋”,而是各种不规则状态混在一起。
4. 联动逻辑优先考虑剔除,不要一上来就全线停
检测到叠袋后,优先做声光提示、剔除、分流或短暂停带,让异常袋先退出正常节拍;连续异常再升级为停机提示。这样既能保住产线节拍,也更方便现场判断问题到底来自袋仓、制袋、导向还是静电。

四、哪些场景更适合这样处理,哪些情况必须先优化现场
这套思路更适合的是:带连续铝箔层、袋型相对稳定、输送姿态可控的包装袋场景。如果袋子本身没有连续金属层,或者经过检测位时姿态完全不可控,那么就要先做现场优化,再谈在线检测。
| 袋型/工况 | 适配判断 | 处理建议 |
| 含连续铝箔层的标准食品包装袋 | 适合 | 优先做袋样测试,再定检测位和阈值 |
| 印刷复杂但内部铝层连续 | 适合 | 不必过度纠结袋面图案,重点看金属层信号 |
| 纯塑料袋或无连续铝层袋型 | 不建议直接套用 | 应改用其他检测逻辑,别强行按铝箔袋思路处理 |
| 袋体褶皱严重、过检测区姿态变化大 | 需先优化现场 | 先做导向、压袋、张力或节拍调整 |
| 多袋型混跑且尺寸差异大 | 可做但要分配方 | 按袋型分别示教,不要共用一套阈值 |
铝箔袋能不能在传送带上检测单双袋?
答:如果包装袋内部有连续铝箔层,而且经过检测位时姿态相对稳定,就有较高概率可以在传送带上完成单双袋识别。但正式导入前,仍然要用真实袋样做单袋、双袋、褶皱袋和偏位袋测试,先把窗口拉开,再谈上线。
五、现场最容易做错的三件事
1. 只盯后段报警,不回头看前段输送
很多后段故障看起来像开袋、灌装、封口的问题,实际上根因是前面已经放过去一组叠袋。后段只是最先暴露结果的位置,不一定是问题开始的地方。
2. 只做改善动作,不做判定闭环
除静电、分袋片、导向调整都值得做,但这些属于“减少发生概率”,不是“确认当前是否叠袋”。如果没有在线判定,现场就会一直停留在经验修补阶段。
3. 只拿标准样袋调参数
标准样袋调出来的窗口,往往在真实工况里不够用。真正该拿来示教的,是边封状态不同、姿态不同、褶皱程度不同的一组实际样本,而不是实验室里最工整的那一只。
一句话总结处理原则:
先确认袋型有没有检测基础,再把检测点前移到更稳定的位置,然后用真实异常样袋建立阈值,最后再联动剔除或报警。顺序一旦反了,现场通常会多走很多弯路。
六、总结:叠袋问题别等到后段才发现
铝箔袋叠袋怎么办,核心不是“再补一个传感器”这么简单,而是把处理位置前移。对含铝箔层包装袋来说,只要袋型具备检测基础、输送姿态可控,并且完成真实袋样测试,就有机会在输送段先识别单袋和叠袋,再决定放行、剔除还是报警。
比起让后段工位反复背锅,更有效的做法,是让前段先看见问题。包装袋总是两个一起过去,真正值得先做的,不是追着故障跑,而是先把判断点前移。
先做袋样测试,再定改造方案
如果您现场也有“包装袋总是两个一起过去”“后段反复报错”“人工盯检跟不上”的情况,可联系阿童木技术团队做袋样评估。
我们可以基于您的实际袋样、输送方式、安装空间和联机需求,先判断是否适合做含铝箔层包装袋单双袋检测,再给出检测位和联动建议。
