








2026-03-31
磁栅尺读数头怎么选?机床、木工、锂电产线的产品选型指南
磁栅尺读数头的价值,不在于“替代光栅尺”这句空话,而在于它能在油污、粉尘、振动和长距离工况下,把位置反馈这件事做得更稳定。选型时最容易出错的不是精度本身,而是磁极距匹配、输出电平与控制器接口、电缆环境适配和安装间隙控制。把这几个问题理顺,后面的型号选择就会清晰很多。

在数控机床、木工机械、石材切割、锂电设备和液压系统里,位移反馈一旦不稳定,后果往往不是“数据不准”这么简单,而是产品超差、反复报警、维修停机,甚至整台设备节拍被拖慢。很多工程师第一次接触磁栅尺读数头时,最常问的问题只有一句:这东西到底该怎么选?
结论先摆在前面:磁栅尺读数头选型,核心不是先看品牌,也不是先看宣传里的“高精度”,而是先判断 应用是直线还是旋转、磁极距选 2mm 还是 5mm、控制器需要单端还是差分、供电是 5V 还是 24V、现场能否稳定控制安装间隙。这五件事如果前期没有想清楚,后面即便型号买对了,也可能装出来一套不稳定系统。
一、先别急着选型号,先判断磁栅尺读数头适不适合你的工况
磁栅尺读数头本质上是一套非接触式位移测量系统。它不是单独工作的,必须和磁条或磁环配合使用。它的优势非常明确:抗污染、抗振动、可做长距离、维护压力相对低。所以它并不是在所有场景里都“更好”,而是在恶劣工况里更合适。

问:为什么很多机床和自动化设备开始考虑磁栅尺读数头?
答:不是因为它“更高级”,而是因为很多现场问题本来就不是算法问题,而是环境问题。油污、粉尘、铁屑、震动会先把光学方案拖垮,系统再好的补偿也救不了一个持续失真的反馈信号。
二、磁栅尺读数头选型的第一步,是先把直线场景和旋转场景分开
这是很多项目最早就会犯的错误。读数头虽然是核心,但它必须匹配后端载体。做直线位移测量,要配磁条;做旋转角度测量,要配磁环。看起来只是附件不同,实际上安装结构、原点需求、空间限制和调试方式都不一样。
1. 直线位移测量场景
如果你的设备是工作台移动、滑台定位、刀具行程反馈、模组位移控制,这类都属于直线场景。对应的通常是磁条系统,常见于机床、木工机械、石材设备、锂电导轨、注塑和液压行程控制。
2. 旋转角度测量场景
如果你的设备是旋转工作台、电机主轴、转盘定位、大孔径角度测量,则更适合磁环方案。磁环的关键不只是尺寸匹配,还包括是否需要 Z 向原点、转速上限以及是否需要不锈钢防护环来抵抗高速甩飞风险。
flowchart TD
A[开始选型] --> B{测量对象是什么}
B -->|直线位移| C[磁条系统]
B -->|旋转角度| D[磁环系统]
C --> E[确认磁极距 2mm 或 5mm]
D --> F[确认外径/内径与是否要Z原点]
E --> G[再选读数头输出分辨率与信号类型]
F --> G
G --> H[核对供电电压与控制器接口]
H --> I[复核安装间隙与线缆环境]

三、磁极距怎么选?这是磁栅尺读数头选型里最容易被忽视的硬条件
阿童木当前主推的磁栅尺读数头,可以理解为围绕两类磁极距配置展开:H200 对应 2mm 磁极距,H500 对应 5mm 磁极距。这不是命名区别,而是底层匹配关系。如果磁极距选错,后面所有参数都失去意义。
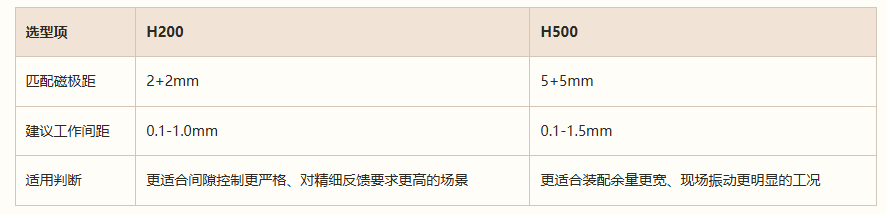
适用判断 更适合间隙控制更严格、对精细反馈要求更高的场景 更适合装配余量更宽、现场振动更明显的工况
简单理解,2mm 磁极距方案通常要求更严格的安装控制;5mm 磁极距方案在机械装配容差上更宽松一些。如果现场设备结构刚性一般、安装空间受限、装配人员水平参差不齐,那就不能只盯着“理论精度”看,必须把后期安装一致性一起算进去。
问:磁极距越小,是不是就一定更好?
答:不一定。磁极距更小,通常意味着系统对安装精度的要求更高。若设备本体振动大、支架刚性不足、间隙不容易控制,理论优势可能会被现场装配误差抵消。
四、分辨率不是越高越好,先看控制需求,再看速度边界
很多采购或新项目工程师选位移传感器时,第一反应就是“精度越高越安全”。这个逻辑在工业现场并不总成立。磁栅尺读数头支持 1μm、5μm、10μm、25μm 等不同分辨率,真正该问的问题其实是:你的控制系统是否真的需要这么细的脉冲分辨率,以及设备速度是否会把输出频率推到边界上。
已知产品参数里,系统最大检测速度可到 8m/s,输出频率边界不高于 2000kHz。分辨率定得越细,单位距离内脉冲数越高,对控制器高速计数能力和信号质量的要求也越高。如果控制器跟不上,再高的分辨率也只是纸面参数。
实际建议:
设备以定位控制、重复精度为主,且控制器高速计数能力充足,可优先评估 1μm 或 5μm。
设备更强调稳定运行、抗干扰和接线便利,10μm 或 25μm 往往更稳妥。
高速长行程设备,必须同时核对运行速度、脉冲频率和 PLC 或运动控制卡的输入上限。
五、输出信号和供电电压,才是最容易把项目做坏的地方
这一点必须单独拎出来讲。资料里已经写得很明确:读数头输出脉冲信号电平严格跟随供电电压。供电 24V,单端输出就是 24V;供电 5V,差分输出就是 5V。很多现场故障不是传感器不准,而是接口根本没匹配。
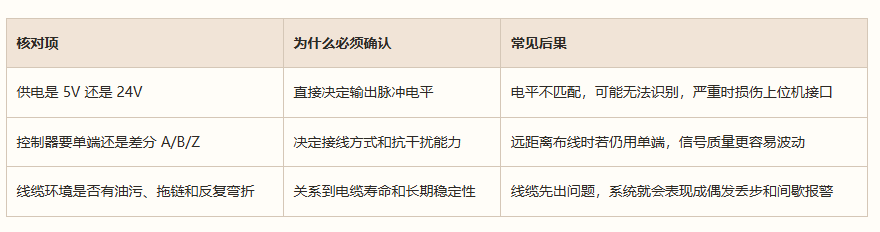
如果你现在手上的 PLC 或运动控制卡只接受 5V 编码器信号,那就不能因为现场供电方便就直接给读数头上 24V。这个问题听起来基础,但恰恰是大量项目返工的根源。真正稳妥的做法,是在选型初期就把控制器接口规格表和传感器接口规格表放在一起核对,不要等到接线时才发现问题。
六、安装间隙控制不好,再好的磁栅尺读数头也跑不稳
资料里给出的间隙条件已经很清楚。H200 的工作面距磁条高度要控制在 0.1-1.0mm,H500 则是 0.1-1.5mm。这不是“建议值”,而是系统稳定运行的基本前提。很多现场调试时信号忽高忽低,最后查下来,不是芯片问题,也不是软件问题,而是安装支架跳动或基准面不平。
如果设备运行时存在明显热变形、机械抖动或工件冲击,那选型时就该优先考虑装配余量更宽的方案,并同步评估支架刚性。单纯追求更细分辨率,却不给安装留余地,后面一定会在现场付出代价。
七、不同场景下,磁栅尺读数头应该怎么选
1. 数控机床、磨床、车床
这类设备关注的是位置反馈的稳定性和加工一致性。若现场有切削液、油污和较强震动,磁栅尺读数头比传统光学反馈更有现实意义。建议优先核对控制器接口、安装基准精度和分辨率需求,不要只看理论参数。
2. 木工机械、石材切割设备
这类场景的关键不是“高精尖”,而是粉尘多、清洁难、设备不能动不动停机。磁栅系统在这里的优势非常直接,重点是选择抗污染能力强、布线方便、安装余量足够的组合。
3. 锂电、光伏自动化产线
这类产线经常会遇到较长导轨和高速位移控制。选型时要优先看长距离磁条方案、输出频率边界和高速状态下的计数能力,必要时应优先考虑差分输出,降低远距离传输干扰风险。
4. 机器人与旋转轴控制
如果配合磁环做角度测量,重点就从“长度”变成“尺寸、原点和转速”。需要原点复位的设备,要提前确定是否定制 Z 向原点;高速旋转或高温工况,则要评估不锈钢防护环方案。

八、一张表看懂磁栅尺读数头选型顺序

九、选型结论:磁栅尺读数头不是万能方案,但在恶劣工况里通常更现实
如果你的设备工作环境干净、结构刚性高、维护条件好,而且项目追求的是极限精度,那可以继续和高等级光学方案做细致比较。但如果你的设备常年运行在油污、粉尘、铁屑、震动或长距离场景里,那么磁栅尺读数头往往不是“退而求其次”,反而是更贴近现场现实的选择。
真正有效的选型顺序,是先看工况,再看机械结构,再看接口,最后才是型号。把顺序搞反,最容易买到一套看起来参数很漂亮、落地却不稳定的系统。
如果你已经在做机床、木工、锂电或旋转轴项目,最省时间的方式不是先比价,而是先把 控制器接口、行程长度、运行速度、安装空间和现场照片 整理出来。阿童木技术团队可以据此给出更贴近现场的磁栅尺读数头、磁条或磁环组合建议,并协助判断 2mm/5mm 磁极距、分辨率和信号输出方案是否匹配。
